Пайка полипропиленовых труб. полезные советы и инструкция
Содержание:
- Инструкция по пайке
- Нюансы, на которые следует обращать внимание при сварке труб
- Как грамотно паять – важные нюансы пайки:
- Что нужно знать о полипропиленовых трубах?
- Режим пайки и его влияние на процесс
- Чего надо избегать во время сваривания
- Этапы работ процесс сварки
- Инструкция на проектирование и монтаж полипропиленовых трубопроводов
- Самые частые ошибки
- Температура паяльника и время сварки
- Распространенные ошибки
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись
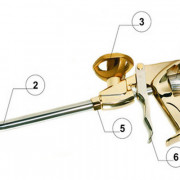
Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы. Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Фото — профессиональный муфтовый паяльник
Как паять полипропиленовые трубы паяльником:
Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов
Это очень важно для дальнейшего соединения;
Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций
Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца. Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки
Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Нюансы, на которые следует обращать внимание при сварке труб
Основным оборудованием для пайки труб выступает электрический паяльник с возможностью регулировки «подошвы», на которую установлены насадки для труб. Так вот, умные мастера всегда регулируют температуру паяльника в зависимости от температуры окружающей среды. Выставлять на максимум температуру не следует, поскольку, таким образом, пластик будет слишком быстро плавиться.
Итак, рекомендуемая температура пайки полипропиленовых труб, это температура 270-300 градусов. Данная температура на паяльнике выставляется в том случае, если в помещении нет минусовой температуры. В таком случае можно будет воспользоваться приведённой таблицей ниже, в которой указано точное время сварки труб.
Сам же процесс пайки выглядит следующим образом:
- Паяльник подготавливается к работе и на него устанавливаются насадки соответствующего диаметра. После включения паяльника в сеть, обязательно нужно дождаться пока он пару раз не выключится. Таким образом, подошва с насадками хорошо нагреется и будет готова для спаивания пластиковых труб.
- Далее берётся труба и фитинг, после чего они одновременно заводятся в насадки. Сильно давить на них не нужно, поскольку так можно заплавить отверстие пластиком. Также нужно учитывать время и глубину пайки труб. Найти соответствующую информацию, как уже говорилось можно в таблице выше.
- После нагревания фитинг и труба соединяются друг с другом. Лучше не проворачивать в этот момент соединение, так как оно в результате может потечь. Кроме того, нужно обязательно дать соединению некоторые время на то, чтобы пластик остыл и достаточно схватился.
Ничего сложного в пайке полипропиленовых труб нет. Ну а ниже, как и указывалось в названии статьи, речь пойдет о хитростях.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Этапы работ процесс сварки
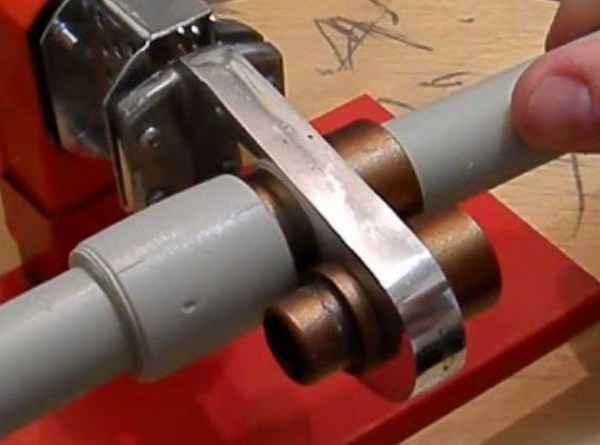
Отмерив необходимую длину трубы, делают на ней метку маркером. Труборезом или ножницами обрезают изделие под углом 90º к оси. Инструмент должен быть достаточно острым, чтобы труба не деформировалась.
Трубу обрезают под углом 90º к оси
Край армированного изделия необходимо зачистить, избавившись от верхнего слоя и фольги. Без этого этапа алюминиевая фольга, входящая в состав труб, в процессе эксплуатации будет соприкасаться с жидкостью. В итоге коррозия армированного слоя приведет к нарушению целостности шва. Такое соединение со временем даст течь.
Край армированных труб зачищают
Для неармированных изделий на конце трубы обозначают глубину сварки, ориентируясь на длину муфты фитинга. Еще одним важным моментом подготовки труб к сварке является обезжиривание поверхности. Обработка места соединения спиртом обеспечит более надежный контакт деталей.
Подготовка сварочного аппарата
Перед тем как сварить пластиковые трубы, необходимо подготовить сварочный аппарат. Ручной прибор закрепляют на ровной поверхности. Детали аппарата должны быть чистыми и без дефектов. Очищают их при помощи материи смоченной спиртом. Нагревательные элементы надевают при выключенном инструменте. Для оплавления фитинга используют дорн, для оплавления трубы – гильзу.
Время нагрева деталей для сварки определяют по таблице
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу
Чтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по оси
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
В современных системах водоснабжения и отопления чугун давно уже не используется. Ему на смену пришел легкий, удобный в монтаже и не подверженный коррозии пластик. Сегодня мы расскажем о сварке полипропиленовых труб своими руками для начинающих – основных этапах этого процесса и его тонкостях.
Инструкция на проектирование и монтаж полипропиленовых трубопроводов
Трубы и фитинги, изготовленные из PPRC, могут применяться при прокладке технологических трубопроводов для транспортирования жидких и газообразных продуктов. В приложении приведены таблицы химической стойкости материала. Проектирование должно осуществляться в соответствии с «Инструкцией по проектированию технологических трубопроводов из пластмассовых труб СН-550-82», ОСТ 36-100.309-86, СББТ «Монтаж технологических трубопроводов. Требования безопасности» и другими нормативными документами. Запрещается прокладка трубопроводов из материала PPRC в помещениях, относящихся по пожарной безопасности к категориям А, Б, В. Нормы проектирования и монтажа трубопроводов для систем водоснабжения содержатся в СНиП -85 и в с водах правил СП и СП 40-102-200. Напорные трубы, предназначенные для внутренних водопроводов должны соединяться на сварке в раструб, разъёмные соединения предусматривают в местах установки арматуры, присоединений к оборудованию и для возможности демонтажа элементов трубопровода в процессе эксплуатации.
Трубы PPRC производимые из сырьевого материала Тип-3 PP-R (рандом сополимер) ввиду своей физической структуры имеют свойство удлиняться при высоких температурах и сокращаться при низких. Ввиду этого для трубопроводов длиной более 5 м необходимо учитывать правила расширения. Величина линейного расширения участка трубопровода L1 при открытой прокладке определяется по формуле: ∆L= α * L*∆t, где — ∆t расчётная максимальная разность температур (между рабочей и при его монтаже), α- коэффициент линейного расширения (α=0,15 мм/мК), L – длина трубы в метрах.
Таблица линейного расширения прямых труб PPRC

Если линейные изменения трубопровода должным образом не компенсируются, то есть, если нет возможности удлинять или укорачивать трубопровод, в стенках трубы концентрируются дополнительные напряжения растяжения или сжатия, сокращающие срок эксплуатации трубопровода. У полипропилена для компенсации линейных изменений используется гибкость материала. Помимо компенсации на изгибе трубопроводной трассы используются изгибающие компенсаторы. Подходящим способом компенсации является тот, при котором трубопровод отклоняется в прямом направлении от первоначальной трассы, а на этом перпендикуляре оставляется свободная компенсационная длина, которая обеспечит то, что при расширении прямой трассы не возникнут значительные дополнительные напряжения тяги и давления в стенке трубы.
Инструкция изготовления компенсатора для труб PPRC.

Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
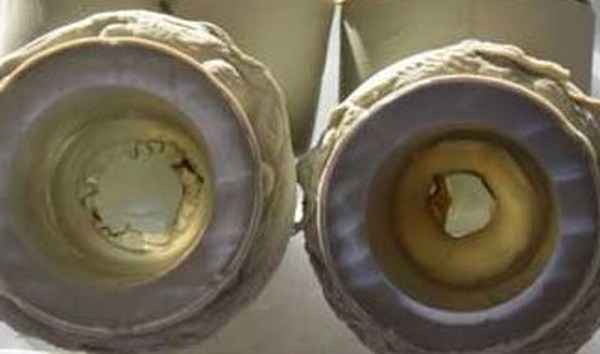
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
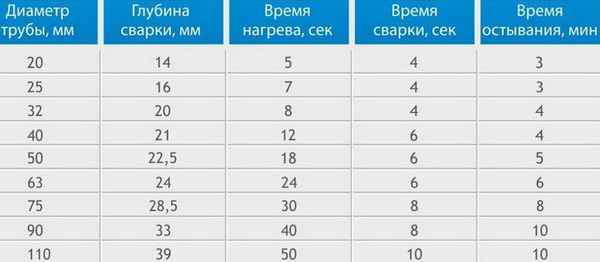
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Распространенные ошибки
Выполняя работы своими руками, большинство мастеров-самоучек допускает ряд ошибок, приводящих к быстрой изнашиваемости трубопровода.
К их числу относятся:
- Неправильное крепление к фитингу. Очень часто ПВХ и ППР трубы не заталкиваются в соединительный элемент. В результате этого зазор станет слабым элементом со всей системе. Огреха проявится не сразу, однако определенно даст о себе знать.
- Сильное механическое воздействие на трубу. Стремясь исключить зазоры, многие мастера слишком сильно вдавливают трубу в фитинг. В результате этого происходит выдавливание грата, создающего впоследствии препятствие на пути жидкости.
Чтобы быстрее выполнить монтаж полипропиленовых труб, стоит задействовать несколько людей
В любой работе важна золотая середина, прочувствовать которую сразу же удается далеко не всем. На этот случай существует инструкция, руководствуясь которой сваривать поверхности будет на порядок легче.