Сварка полипропиленовых труб
Содержание:
- Паяльник с регулятором нагрева
- Основные этапы пайки
- Чего надо избегать во время сваривания
- Как соединять трубопровод
- 4 Температура нагретого инструмента
- Подробная инструкция по монтажу
- Специализированные аппараты
- Цены на оборудование и услуги
- Как влияет температура паяльника на процесс сварки
- Способы монтажа труб ПП
- Инструкция по пайке
- Инструментарий для сваривания ПП труб
- Этап третий. Монтаж трубопровода
- Специфика сварки
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).
Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Основные этапы пайки
Спайка труб начинается с этапа подготовки, позволяющего минимизировать затраты труда и исключить ошибки в процессе сборки.
Сначала следует вычертить примерную схему трубопровода, определить места поворотов, ответвлений, сколько потребуется паек. При подсчете количества труб необходимо на каждый отрезок добавлять на «провар» по 30-40 см.
Важно! Опытные сварщики часто советуют новичкам потренироваться «на кошках» — чтобы не испортить материал и не допустить грубых ошибок при монтаже, для начала следует приобрести навыки и сварить несколько обрезков труб, непригодных для сборки.
Перед тем как сваривать полипропиленовые трубы, следует избавиться от заусениц и неровностей, если требуется – применить торцеватель.
Непосредственно инструкция потому как пользоваться спайкой выполняется в таком порядке:
- паяльник нагревается до температуры не ниже 260°С;
- соединяемые отрезки труб одновременно вставляются в насадки;
- элементы вынимаются из насадок по окончании требуемого для расплава концов времени;
- торцы состыковываются, вжимаются друг в друга на протяжении 15-20 секунд;
- соединенные элементы укладываются неподвижно до окончательного застывания шва.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.
При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.
Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Как производить разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы
Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Как соединять трубопровод
От монтажа составных элементов тоже много что зависит, поэтому расскажем, как правильно соединять комплектующие, чтобы они отслужили весь эксплуатационный период и даже больше.
Сперва уделите немного времени и сил на тренировку. Просто попрактикуйтесь в соединении частей, чтобы сделать все быстро и детали не остыли из-за медлительности исполнения. Для разогрева своего навыка:
- Сделайте трубки необходимого размера, чтобы подогнать под нужный размер, воспользуйтесь специальными ножницами.
- Очистите полученные куски от заусениц, жира, слоя пыли и всяческой грязи.
- Маркером поставьте пометку в месте где будет располагаться фитинг, это стоит делать, если объединение будет происходить муфтовым способом.
- Паяльник должен быть крепко зафиксирован на рабочем месте. Не пренебрегайте инструкцией, чтобы не ошибиться в эксплуатации.
- Насадки нужно закрепить на «Утюжке».
- В пайке полипропиленовых труб таблица примерных величин, станет хорошим советником и помощником, чтобы подобрать нужную температуру для каждого из случаев.
- После нагревания «Утюга» спустя 3 минут, нацепите фитинг и трубочку на насадку и ждите время, которое указанно в таблице. Помните про окружающую температуру среды.
- Быстро снимите разогретые составные части с насадок и скомпилируйте их. Помните, не стоит их сильно давить! Прилагайте небольшие, но ощутимые усилия. При Муфтовом методе допустимо легкое вращение деталей, чтобы они проникли внутрь друг друга.
- Выжидаем немного времени и вот союз двух частей скреплен и надежен.
- Пока температура поделки снижается не трогаем ее лишний раз. Через час трубопровод будет готов транспортировать воду.
Watch this video on YouTube
4 Температура нагретого инструмента
В отличие от стыковой сварки, где нагрев свариваемых поверхностей производится невысокой температурой в течение длительного времени во избежание внутренних напряжений в материале, при сварке враструб температура нагретого инструмента завышена, и нагрев происходит быстро. Выбор температуры сварки полипропиленовых труб основан на нескольких ограничениях:
- Оплавление свариваемых поверхностей (наружной поверхности трубы и внутренней поверхности фитинга) должно осуществляться быстро, чтобы труба и фитинг не успели прогреться насквозь. Иначе они потеряют форму, совместить их будет невозможно. Поэтому температура нагретого инструмента должна быть высокой.
- Излишний перегрев нагретого инструмента ведет к существенной термической деградации материала трубы и фитинга.
- Политетрафторэтилен (тефлон), которым покрыты рабочие поверхности нагретого инструмента, длительно работоспособен при температурах до 260°С, при более высоких температурах он постепенно деградирует.
С учетом всех ограничений для сварки полипропиленовых труб оптимальной принята температура рабочих поверхностей сварочных насадок 260°С с допустимыми отклонениями ±10°С.
Режим быстрого нагрева приводит к последующему созданию некоторого вредного внутреннего напряжения материала в зоне соединения. Однако эта неприятность компенсируется почти двойной толщиной стенки полученного трубопровода в зоне соединения и большой площадью сварки (гораздо больше площади торца трубы при сварке встык).
Большинство аппаратов для сварки враструб оборудованы ручкой настройки температуры. Терморегулятор, которым управляет эта ручка, откалиброван таким образом, чтобы температура, на которую указывает ручка настройки, соответствовала температуре на рабочих поверхностях сварочных насадок. Температура нагревателя при этом на 10-15º выше, сварщика она не интересует.
Некоторые модели аппаратов для сварки враструб, особенно устаревшие модели 15-летней давности, вообще не имеют ручки настройки температуры, их терморегулятор раз и навсегда настроен на 260С. С точки зрения технологии сварки ПП труб это абсолютно правильно. Ручка настройки температуры делается скорее для популярности. Большинство сварщиков (особенно неграмотных) чувствуют себя спокойнее, если имеют возможность влезть своими шаловливыми пальцами в настройку температуры сварки полипропиленовых труб.
Подробная инструкция по монтажу
Процесс пайки происходит быстро. В этом можно убедиться, проанализировав данные, размещенные в таблице. Например, чтобы соединить два элемента диаметром 20 мм, при комнатной температуре потребуется 5 секунд на нагрев, еще 4 секунды на соединение, затем 180 секунд на остывание. Итого – 3 минуты 9 секунд.
В связи с этим важно отработать все движения, чтобы в процессе стыковки уже нагретых элементов не происходило заминки. Рассмотрим нюансы каждого этапа монтажа полипропиленовых труб в отдельности
Инструмент для пайки полипропилена
Общепринятое техническое название данного типа инструмента — сварочный аппарат для пайки полипропиленовых труб, монтажники часто называют прибор утюгом для сварки.
Конструктивно аппарат состоит из следующих узлов и комплектующих:
Нагревательного элемента (ТЭНа), выполненного в виде плоской пластины с посадочными отверстиями, или стержня, в стандартном приборе имеются два ТЭНа, второй подключают при пайке труб больших размеров.
Корпуса с ручкой, на котором размещены две кнопки включения нагревательных элементов, два индикатора срабатывания (достижения ТЭНами заданной температуры) и регулятор со шкалой (иногда она дублируется диаметрами труб) для установки температурного режима, обычно температура паяльника не превышает 300 С. Решая, при какой температуре паять пластиковые трубы, опытные специалисты благодаря терморегулятору могут варьировать нагрев труб в широких пределах. К примеру, если стыковка происходит с некоторой задержкой, детали нагревают выше стандарта в 260 °С при соблюдении указанных в инструкции временных интервалов, а затем спаивают.
Комплекта насадок, применяемых при пайке полипропиленовых труб, их стандартные размеры 20, 25, 32, 40, 50, 63 мм, число в комплектации может варьироваться от 3 до 6 типоразмеров.
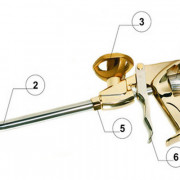
Рис. 6 Аппараты для сварки полипропиленовых труб
Различают две конструкции сварочных аппаратов:
- Мечевидной формы с плоским утюгом, агрегат имеет двустороннюю нагревательную платформу, в которой проделаны 3 сквозных отверстия. В них вставляется резьбовой болт и вкручиваются две насадки по разные стороны — гильза для разогрева наружной поверхности трубы меньшего диаметра и дорн для размягчения внутренней поверхности большей соединительной муфты.
- Стержневого типа, по внешнему виду напоминают женскую плойку для накручивания волос, на стержень может одновременно крепиться 3 насадки, выполненные в виде хомутов с фиксирующими болтами и имеющими гильзу и дорн для размягчения трубных ПП оболочек. Стержневые аппараты также оснащены двумя кнопками включения ТЭНов, светодиодными индикаторами режимов работы и терморегулятором.
Рис. 7 Маркировка ПП труб
Разметка, нарезка, зачистка
На данном этапе производятся замеры по маршруту укладки, уточняется набор фитингов и осуществляется разметка. Далее специальным резаком, не оставляющим заусенцев, перпендикулярно продольной оси формируются трубы нужной длины. На концах деталей снимается фаска.
Свариваемые части моются, протираются, обезжириваются этиловым или изопропиловым спиртом. Перед пайкой они должны быть чистыми и сухими. Стоит примерить все детали и перед разборкой пронумеровать их, чтобы избежать ошибок при монтаже и ускорить процесс сборки.
Пайка
Этот этап работ лучше вести с помощником, особенно при соединении длинных отрезков.
Подготовленные детали плотно надеваются на сварочные гильзы, которые к этому моменту должны иметь температуру, указанную в инструкции к паяльнику. Для наиболее распространенных типов труб этот показатель составляет +260 °C.
Нагретые части снимаются с гильз и соосно вставляются друг в друга вкручивающим движением с нажимом. В таком положении они удерживаются в течение времени, указанного в столбцах «Пайка» и «Охлаждение» таблицы (см. ниже).
Специализированные аппараты
Процесс сварки ПП-труб с применением сварочного автомата полностью совпадает с ручной спайкой, исключая пару моментов:
- торцевание трубы осуществляется пилой;
- прижим соединяемых элементов в зоне спайки обеспечивается механическими захватами.
Регулирование при какой температуре в зоне сплавления на 20 мм происходит выключение нагревательного органа выполняется блоком системы управления.
Автоматические сварочные агрегаты позволяют выполнить высококачественное соединение труб встык максимально быстро. При этом возможна точная настройка и регулировка температурного режима в зоне оплавления.
Цены на оборудование и услуги
Средняя цена простого аппарата для сварки труб составляет 3000 рублей. Встречаются экземпляры и по 50 000 рублей, но это техника для профи.
Труба полипропиленовая стоит от 20 до 100 рублей за погонный метр. Цена зависит от диаметра изделия и наличие или отсутствие армированного слоя. Стоимость фитингов от 10 до 300 рублей.
Расценки на сантехнические работы незначительно разнятся. В среднем комплексная разводка труб, длиной в 12 метров с тройниками и другими соединениями обойдется вам не менее 11 000 рублей.
Сложность работы и наличие труднодоступных участков значительно удорожает конечную стоимость.
Как влияет температура паяльника на процесс сварки
Время и температура нагрева полипропилена влияют на качество сваренного стыка. При соблюдении этих параметров расплавленный полипропилен приобретает эластичность, способствующую качественной диффузии молекул. Сваренные заготовки изменяют молекулярный уровень, образуя после остывания прочную связь.
Если не соблюдать время и температуру нагрева, получится бракованный стык:
- когда время или температура нагрева меньше нормы, диффузия происходит не в полной мере. Молекулы свариваемых деталей не успевают дойти до сопрягаемых точек, и шов получается слабым. Со временем стык разрушается, и в этом месте появляется течь;
- если время или температура больше нормы, при стыковке деталей произойдет их деформация. Кроме некрасивого внешнего вида, расплавленный полипропилен перекроет внутреннее отверстие трубы, уменьшив тем самым ее сечение.
Чтобы правильно варить полипропиленовые трубы, важно точно соблюдать эти 2 параметра
Способы монтажа труб ПП
Чтобы в результате получить правильно работающую и долговечную систему, нужно четко придерживаться правил и технологии работы с трубами ПП (детальнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). А последовательность действий будет напрямую зависеть от назначения проекта.
Выделяют следующие виды соединения:
- Муфтовое – в этом случае производится сваривание полипропиленовых труб в их торцевых частях с муфтой-фитингом. При этом внутренняя часть муфты и внешняя поверхность ПП трубы разогреваются и совмещаются – процесс называют «раструбной сваркой». При соблюдении температуры нагрева сварка полипропиленовых труб таким способом получается надежной и герметичной. Данным способом пользуются чаще всего.
- Прямое стыкование. При этом соединяют торцы соседних веток полипропиленовых труб. Как правило, данный метод применяют для монтажа линий из труб большого диаметра (от 40 мм и более).
- Сварка труб из ПП с применением профессионального оборудования. Такой метод практикуют, если нужно совместить трубы большого диаметра. Сварочный шов в данном случае получается весьма прочным и надежным. При условии, что температура прогрева и степень прижима подобраны корректно, можно утверждать, что трубы будут соединены герметично.
- Монтаж трубопровода с использованием фитингов зажимного или самофиксирующегося типа. Такое крепление актуально для магистральных линий, в которых уровень давления достаточно низок.
- Метод холодной сварки. Для этого используют клеящие смеси или составы с высокой степенью адгезии, которые быстро застывают. Эти материалы способны обеспечить надежное крепление и герметичность шва. Кроме того, весьма актуальна такая технология сварки полипропиленовых труб для отопления, если использовать электрооборудование невозможно.
Инструкция по пайке
Любая работа должна начинаться с пробного стыка. Это поможет правильно настроить паяльник и избежать брака на следующих соединениях.
Инструкция пайки не вызовет затруднения даже у начинающего сантехника:
- Начинается сварка полипропиленовых труб своими руками с установки насадок нужного диаметра на паяльник. После этого инструмент подключают к электросети и ждут его нагрева до температуры 260оС, о чем сообщит световой индикатор. Обычно паяльник прогревается за 5–8 минут.
- Край обеих заготовок одновременно надевают на насадки и, ориентируясь по таблице, выжидают время прогрева заготовок. Затем их снимают с насадок и ровно без поворотов вводят трубу внутрь фитинга до ограничивающей отметки.
Согласно той же таблице готовому стыку дают время естественного остывания, после чего с этим участком трубы можно продолжать работать. Обычно достаточно подождать 5–8 минут, а использовать готовый трубопровод в системе отопления или водопровода можно через 1 час после пайки последнего стыка.
Если точно соблюдалась инструкция и технология, система отопления не даст течи даже при высоких температурах, а стыки водопровода выдержат высокое давление.
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
Набор должен состоять из:
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.

Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC.
Этап третий. Монтаж трубопровода
При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.
Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркируются они обозначением PN и цифрами, что указывает на сферу их эксплуатации.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
Это:
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.