Особенности и виды клепки металла в слесарном деле
Содержание:
- Жестяницкие работы. Проолифка стали. Травление и лужение металла. Холодная клепка
- Размеры заклёпок из алюминия
- Рекомендации
- Клепка
- Рекомендации
- Самое надежное соединение деталей
- Инструмент для клепки
- Ручные пневматические прессы
- 1 Виды заклепок и материалы
- Заклёпки
- Классификации заклепок
- Соединение методом принудительной деформации
- Виды работ
- Достоинства и недостатки алюминиевых заклепок
- Описание инструмента и его виды
Жестяницкие работы. Проолифка стали. Травление и лужение металла. Холодная клепка
На практике применяются два метода лужения: натиранием и погружением.
При лужении методом натирания на поверхность детали наносят кисточкой раствор хлористого цинка и порошок нашатыря, разогревают деталь в печи или паяльной лампой, пока хлористый цинк не закипит, после чего на поверхность насыпают порошкообразный припой или кусочки олова и, как только они расплавятся, растирают их по поверхности щеткой, паклей или тряпкой.
Остывшую облуженную поверхность протирают песком и промывают водой.
Участки, к которым полуда пристала плохо, снова нагревают и лудят.
При лужении методом погружения деталь опускают в ванну с раствором хлористого цинка, выдерживают там 30-60 с, затем погружают в ванну с расплавленной полудой.
Температура ванны должна быть примерно на 300`C выше, чем температура плавления полуды.
Метод погружения целесообразно применять, когда лужению подвергается большое количество мелких деталей.
Холодная клепка
Клепкой называется операция получения неразъемных соединений с помощью заклепок различной формы и размеров.
В зависимости от величины и места применения заклепок клепка может быть горячей и холодной.
Горячую клепку выполняют обычно заклепками диаметром свыше 10 мм, а холодную – заклепками диаметром до 10 мм.
В жестяницком деле применяется холодная клепка.
Клепка в зависимости от инструмента и оборудования, а также способа нанесения ударов или давления на заклепку может быть трех видов:
1. Ударная клепка ручными инструментами.
2. Ударная клепка с помощью клепальных пневмомолотков.
3. Прессовая клепка клепальными прессами или скобами.
Применение ударной ручной клепки вследствие высокой стоимости, медленности процесса и несовершенства этого способа весьма ограничено.
Ударная ручная клепка применяется обычно там, где имеется малый объем клепальных работ или где нельзя из-за отсутствия клепального инструмента и оборудования перейти к ударной клепке с помощью клепальных пневмомолотков или прессовой клепке клепальными прессами или скобами, а также в труднодоступных местах, т.е., где невозможно применять два последних вида клепки.
Размеры заклёпок из алюминия
От чего зависит выбор размера той или иной заклёпки? Здесь важную роль играет несколько факторов: тип и свойства соединяемых деталей, особенности нагрузки, место расположения метиза.
Существует общепринятое правило, согласно которому выбирают метиз:
- Диаметр заклёпки должен превышать толщину соединяемых изделий как минимум в 2,5-3 раза.
- Если конструкция будет подвергаться сильным нагрузкам, то диаметр заклепки быть меньше 2,5 миллиметров не может.
Другой способ, позволяющий определить диаметр заклёпки:
- Вы просто умножаете толщину обшивки на три.
- Диаметр метиза – следующее значение после полученного результата.
- Например, толщина нашей обшивки 2 мм.
- Тогда 2,0 х 3 = 6 мм. То есть мы выберем заклёпку диаметром 6,2 мм.
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Клепка
Клепка — это получение неразъемных соединений при помощи заклепок, применяемых при изготовлении металлических конструкций (фермы, балки, различного рода емкости и рамные конструкции). Заклепка представляет собой цилиндрический стержень из пластичного металла, на одном конце которого выполнена головка, называемая закладной. В процессе выполнения операции клепки на второй стороне стержня, устанавливаемого в отверстия соединяемых заготовок, образуется вторая головка заклепки, которую называют замыкающей. Закладная и замыкающая головки в основном бывают полукруглыми и потайными (рис. 5.14). Необходимость применения пластичного металла для изготовления заклепок связана с тем, что ее головки образуются в результате пластического деформирования стержня заклепки. При выполнении заклепочных соединений заклепки следует выбирать из того же материала, из которого выполнены детали, подлежащие соединению. Это предупреждает появление гальванических пар, приводящих к коррозии в месте соприкосновения заклепки и детали. Процесс клепки состоит из двух этапов — подготовительного и собственно клепки.
Подготовительный процесс клепки включает в себя сверление или пробивку отверстия под заклепку и формирование углубления в нем с помощью зенкования под закладную и замыкающую головки, если это необходимо. Собственно клепка включает в себя установку заклепки в подготовленное отверстие, натяжку склепываемых заготовок, формирование замыкающей головки и зачистку после клепки. В зависимости от характера заклепочного соединения клепка выполняется холодным (без нагрева) и горячим (с предварительным нагревом заклепки до температуры 1000… 1 100°С) способом. На практике горячая клепка применяется в тех случаях, когда используются стальные заклепки диаметром свыше 12 мм.
Рекомендации
Если установку клепок на металле выполняет новичок, человек без практического опыта, он может допустить разные ошибки. Дефекты и их причины:
- Замыкающая головка не плотно примыкает к металлической поверхности. Перекос при обжимке.
- Головки смещены в одну или разные стороны. Отверстия сверлились с небольшим уклоном.
- Замыкающая головка имеет рваные края. Для изготовления крепежного элемента использовался некачественный материал.
- Головка смещена в сторону. Стержень неровный или длиннее нужного.
При проведении работ необходимо придерживаться правил техники безопасности:
- Пневматический инструмент нельзя использовать до окончания настройки. Придерживать обжимку руками будет сложно из-за мощного пневматического удара. Это может привести к травмам рук.
- При клепке раздаются резкие, громкие звуки, которые негативно воздействуют на нервную систему, слух. Нужно использовать плотные наушники.
- Инструмент нужно проверить перед началом работы. Он должен быть исправным. Рабочий стол не должен быть захламлен лишними предметами или инструментами.
- Скрепляемые детали следует фиксировать в тисках.
При клепке металла необходимо использовать защитные перчатки, очки. Детали следует закрепить в тисках или консоли, чтобы они не смещались. При работе нельзя касаться обжимки руками. Соблюдение техники безопасности поможет уберечься от травм, провести работу качественней.
Самое надежное соединение деталей
Иногда из-за особенностей конструкции невозможно передвинуть место соединения. В этом случае может помочь специальная наставка, которую закрепляют со стороны головки. При выборе размера и веса наставки нужно учитывать толщину соединения, а также материал заклепок. После этого можно начинать расклепку свободной стороны.
Оптимально, чтобы соединительный металл заполнил все пространство выполненного отверстия, и из каждой из сторон появились шляпки, которые и должны фиксировать детали. К этому методу можно прибегать не только для соединения друг с другом деталей, но и для заделывания отверстий в одном листе. Это способ часто применяется ремесленниками, когда нужно отремонтировать прохудившиеся ёмкости.
Не всегда при изготовлении металлоконструкций удается соединить детали с помощью сварки. В таких случаях приходится прибегать к более аккуратному методу фиксации элементов, предусматривающему использование заклепок. С его помощью можно достаточно надежно зафиксировать между собой соединяемые элементы. Однако нужно помнить, что качество соединения обеспечить не так просто, как может показаться на первый взгляд. Оно зависит не только от заклепочника, который сегодня производители выпускают в различных вариантах.
Важную роль в процессе фиксации элементов играет и сам заклёпочный крепёж. От его правильного выбора зависит, как долго скрепленные детали будут оставаться в этом положении.
От начинающих мастеров требуется не только правильно подобрать заклепки, но и узнать о том, как должно выполняться соединение деталей с помощью этого крепежа
Здесь очень важно правильно подобрать необходимое усилие для фиксации соединяемых элементов, иначе при нагрузке изделия эти части могут разболтаться, в результате чего придется всё переделывать
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.

Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Обозначения по ГОСТу 2310-77 головок молотков
Сторона квадрата ударной плоскости бойка, мм
Вес (номинальный) квадратных головок молотков, кг
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение D з ):
4,0 мм ≤ D з ≤ 5,0 мм молотки с головкой весом 0.4 кг;
6,0 мм ≤ D з ≤ 8,0 мм – молотки с головкой весом 0,5 кг.
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Работа с натяжкой предусматривает:
введение выступающего участка стержня заклепки в имеющееся в ней отверстие;
нанесение нескольких ударов молотком по ударной части этого приспособления.
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности. Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки. На рисунке представлены чеканы, наиболее часто используемые при клепке.
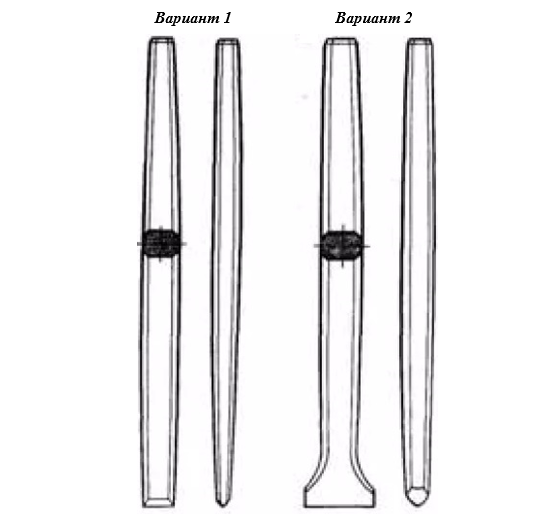
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
диаметра стержня крепежной детали;
конструкции сопрягаемых объектов;
предполагаемого к использованию способа клепки. Он бывает двух видов: прямой. Закладная головка заводится в лунку поддержки, а формообразование замыкающей головки осуществляется нанесением ударов молотком по специальной верхней части обжимки; обратный. Применяется этот метод для клепки в местах с ограниченным доступом и предусматривает нанесение ударов по закладной головке крепежной детали. Замыкающая головка обретает требуемую конфигурацию за счет деформации в специальной выемке, находящейся в рабочей части поддержки. Принцип использования этого приспособления можно понять, изучив рисунок.

Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
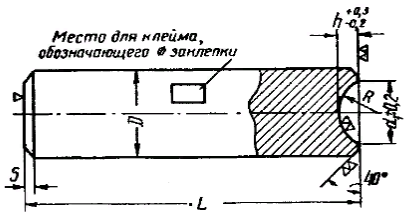
Значения отображенных на чертеже параметров указаны в таблице.
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d 1 ), мм
Ручные пневматические прессы
Ручной переносной пневматический пресс ПРП5-2 (рис. 5.25) широко применяется при клепке деталей общей толщиной до 4 мм (особенно в труднодоступных местах). Он состоит из пневматического цилиндра 7, который при помощи клинового механизма обеспечивает рабочее перемещение обжимок 3 и 4, установленных в скобе 2.
Пневморычажный стационарный пресс КП204-М (рис. 5.26) предназначен для клепки стальными (диаметром до 5 мм) и дюралюминиевыми (диаметром до 6 мм) заклепками. Воздух из централизованной сети поступает к силовому агрегату через фильтр 12, где производится его очистка от имеющихся примесей, и автоматическую масленку 11, в которой происходит насыщение воздуха дисперсными (очень мелкими) каплями масла, что обеспечивает повышение износостойкости силового агрегата. Силовой агрегат — пневматический цилиндр 1 установлен на скобе 2. Скоба со всеми расположенными на ней и в ней механизмами установлена на тумбе 8. Рабочая обжимка 3 приводится в действие от пневматического цилиндра 1. Обжимка 4, выполняющая роль поддержки, может перемещаться в вертикальном направлении при помощи винта 7 и фиксироваться в заданном положении контргайкой 6 по упору 5. Пуск пресса осуществляется при нажатии на педаль 10. Для исключения случайного нажатия на педаль предусмотрено ограждение 9.
Клепальные клещи (рис. 5.27) широко применяются для соединения листов оцинкованной стали толщиной до 1,0 мм, а также изготовления несложных деталей из них. При этом используются трубчатые алюминиевые заклепки диаметром от 3,0 до 6,0 мм, которые поставляются в комплекте с плотно вставленными в них натяжными стержнями с головкой, изготовленной из мягкой стали (рис. 5.27, а). Исполнительным механизмом для процесса клепки являются клепальные клещи, на подвижном рычаге которых помещена втулка с вмонтированным в нее устройством для вытяжки и откусывания нижнего стержня заклепки. Втулка имеет сквозное отверстие, в которое входит натяжной стержень.
Заклепка вставляется в просверленное отверстие, а натяжной стержень помещается в отверстие втулки клещей. При нажатии на подвижной рычаг клещей происходит вытягивание стержня, который своей головкой сминает тело заклепки, образуя замыкающую головку с обратной стороны листов (рис. 5.27, б). Далее при нажатии на рычаг наружная часть стержня откусывается. Применение таких клещей целесообразно при необходимости соединения листов материала и изготовлении изделий из него в неудобных для обычной клепки местах и условиях.
Типичные дефекты клепки, причины их появления и способы предупреждения приведены в табл. 5.6.
| Таблица 5.6
Типичные дефекты клепки, причины их появления и способы предупреждения Дефект |
Причина | Способ предупреждения |
| Заклепка перекашивается при расклепывании | Диаметр отверстия больше требуемого. Наносятся косые удары по стержню заклепки | Правильно выбирать заклепку по диаметру отверстия — заклепка должна входить в отверстие свободно, но без качки. Соблюдать правила клепки |
| Дефект | Причина | Способ предупреждения |
| Прогиб листовой заготовки при постановке заклепки | Диаметр стержня заклепки больше диаметра отверстия — заклепку в отверстие забивали | Заклепку из отверстия выбить, осадить прогнутое место, при необходимости «поправить» отверстие, просверлив его заново |
| Стержень заклепки при расклепывании изгибается (особенно при небольших диаметрах стержня — до 5 мм) | Слишком большой вылет стержня заклепки | Выбить заклепку из отверстия и заменить ее. Если заклепку удалить невозможно, то необходимо укоротить стержень до требуемой длины |
| Замыкающая головка не полная | Длина стержня заклепки меньше расчетной | Выбить заклепку из отверстия и заменить ее. Отсортировать заклепки по длине |
| «Вздутие» металла под головками заклепок при склепывании деталей из листового металла (при толщине менее 5 мм) | Клепка производилась без осаживания листов (деталей) натяжкой | Заклепку выбить из отверстия и клепку повторить с обязательным осаживанием мест клепки натяжкой |
| Вмятины на головках заклепок и склепываемых деталях | Неаккуратная работа, замыкающие полукруглые головки не отделывались сферической обжимкой | При образовании замыкающей полукруглой головки обязательно пользоваться сферической обжимкой |
1 Виды заклепок и материалы
Заклепки бывают двух видов: утилитарные (те, что служат для зажимов, застегивания и пристегивания) и декоративные. Иногда швейная фурнитура в изделии совмещает обе роли
Важно, чтобы она способствовала комфортной носке вещей. Заедающая молния, отрывающиеся крючки и скользкие пуговицы заставляют забрасывать дорогие вещи в дальние углы гардероба. Первый шаг, который нужно сделать в сторону грамотного подбора фурнитуры, научиться отличать один ее вид от другого
Первый шаг, который нужно сделать в сторону грамотного подбора фурнитуры, научиться отличать один ее вид от другого.
Заклепки для одежды
Виды фурнитуры:
- петли;
- крючки;
- пуговицы;
- текстильные липучие застежки;
- блоки;
- молнии;
- хольнитены (металлические заклепки, которые чаще всего используются в джинсовой одежде для закрепления строчки);
- люверсы (прочные металлические или пластиковые крепления, которые чаще всего используются в изделиях из кожи);
- пряжки.
Различные виды фурнитуры
Материалы, из которых производят обозначенные виды фурнитуры, очень разнообразны. От их качества зависит то, насколько удобной и комфортной будет носка вещи. Кроме того, фурнитура призвана не уродовать, а украшать вещь, даже если речь идет о такой рядовой детали, как заклепки на одежду.
Самые популярные материалы для изготовления пуговиц, креплений, застежек — это металл, керамика и пластмасса. Чаще всего швейная фурнитура изготавливается из комбинации материалов, чтобы совместить в отдельно взятой детали и практичные, и декоративные характеристики. Если деталь неправильно подобрана, не учтены особенности ткани и кожи, неверно осуществлено крепление, то фурнитура попросту не справится с возложенными на нее функциями. Ведь нужно не только качественно скреплять края одежды, но и гармонично украшать вещь.
Заклёпки
Процесс клёпки осуществляется с помощью заклёпок, изготавливаемых из мягкой стали и представляющих собой стержни в виде цилиндров с двумя головками. Одна из этих головок – закладная, а другая – замыкающая, обеспечивающая крепление деталей.
Заклёпочные соединения классифицируются по следующим категориям:
- прочные (рассчитаны для жесткого соединения при силовых нагрузках);
- плотные (предназначены для резервуаров с небольшим давлением, где необходима полная герметичность);
- прочноплотные.
В настоящее время качество металлических изделий, а также их химический состав можно досконально исследовать через современные и многопрофильные (посмотреть многообразие вариантов) Анализаторы металла и сплавов
Ради герметичного сочленения площадь стыковочной поверхности обрабатывают надежным герметическим средством. Существует три типа клёпки:
- холодная,
- горячая,
- смешанная.
Закладные головки имеют различную форму. Существует два метода образования замыкающей головки: прямой и обратный.
Прямой метод подразумевает нанесение ударов со стороны замыкающей головки и плотное отжатие, которое необходимо для более плотного сочленения деталей.
Обратный метод предусматривает нанесение ударов со стороны замыкающей головки; надёжное соединение нескольких поверхностей происходит одновременно с образованием замыкающей головки.
Классификации заклепок
По разновидности стержня
- Стержень сплошной: выдерживает высокие нагрузки благодаря своей цельной конструкции и отсутствию полого отверстия внутри;
- Стержень полупустотелый: возле заводской головки часть изделия сплошная, а вся остальная часть стержня – полая;
- Стержень пустотелый: и в головке, и в стержне есть полое цилиндрическое отверстие, из-за чего изделие не переносит сильных нагрузок и без труда расклёпывается.
По разновидности головки
- Головка полукруглая (сферическая): считается самой надёжной, поскольку формирует прочный шов;
- Головка цилиндрическая (коническая): используется в агрессивной среде;
- Головка потайная (полупотайная): используется редко, когда требуется, чтобы крепление возвышалось над поверхностью.
Все заклёпки из алюминия можно разделить на следующие группы:
- Под молоток. Это самый простой и распространённый вид крепления двух деталей. Требуется только проделать отверстия, вставить заклёпку и расплющить её молотком. Такой тип заклёпок отличается невысокой стоимостью, но при этом надёжностью и долговечностью. Метизы под молоток могут иметь как круглую головку, так и плоскую потайную.
- Пистонные. Представлены в форме полого цилиндра без шляпки. У них низкая прочность и расплющивать их приходится с двух сторон. По этим двум причинам их используют преимущественно для соединения пластиковых, кожаных деталей.
- Закладные. Выглядит, как и пистонный тип заклёпок, только внутрь вставлен пуансон. Во время расплющивания стержень создаёт 1 головку, а элемент надёжно фиксируется. Такой тип крепления используется только для соединения прочных деталей, поскольку монтаж с таким видом заклёпки требует значительных усилий. Есть вероятность повреждения самих деталей.
- Резьбовые. Используют при соединении тонких деталей, когда нарезать резьбу запрещено. Их монтаж требует применения специального оборудования.
- Вытяжные. Такой вид заклёпок представлен в форме гильзы или пуансона. Их используют для соединения очень хрупких или тонких деталей. Они также требуют применения специального оборудования во время расплющивания. Такие метизы могут быть как открытого, так и закрытого типа. Открытый тип используют чаще всего для соединения изделий из стали.
Ещё бывают заклёпки с высокопрочными головками. Они обеспечивают самое надёжное крепление и выдерживают высокую нагрузку на смещение или разрыв.
Соединение методом принудительной деформации
Соединение методом принудительной деформации (клинчинг) включает механические процессы соединения, в том числе продавливание, холодное осаживание и иногда также резка в ходе одной соединительной операции. Исходя из данного принципа, этот метод может быть отнесен к процессам соединения посредством формовки (см. DIN 8593-5).
Можно провести различие между процессами с резкой и без резки и процессами с формированием точки соединения круглой или прямоугольной формы.
«Токс-клинчинг»
Некоторые варианты процесса в технической практике упоминаются в соответствии с оригинальными названиями производителей. Например, «токс-клинчинг» означает соединение принудительной деформацией при помощи круглого пуансона без резки (см. рис. Ь, «Соединение методом принудительной деформации» ). Оборудование, используемое для токс-клинчинга, относительно небольшое. Диаметр соединения может изменяться в зависимости от потребности. График зависимости хода пуансона от прилагаемого усилия, типичный для «токс-клинчинга», можно разбить на пять характерных фаз (А-Е) (см. рис. ниже).
Соединение методом принудительной деформации
В настоящее время соединение методом принудительной деформации (рис. а, «Соединение методом принудительной деформации» ) может быть использовано для соединения панелей толщиной до 3 мм, при этом общая толщина двух соединенных вместе панелей не должна превышать 5 мм. Материалы соединяемых панелей могут быть одинаковыми (например, сталь со сталью) или различными (например, сталь с цветным металлом). Кроме того, соединение принудительной деформацией можно применять для обработки окрашенных деталей и панелей с защитными покрытиями, а также клееных. Возможно получение большого числа соединенных этим способом деталей (до 50) в одном процессе (один ход пресса).
Достоинства и недостатки способа соединения принудительной деформацией:
- Отсутствует необходимость в шумоизолирующем кожухе;
- Метод токс-клинчинга не требует антикоррозионной защиты соединения;
- При выполнении совместно с резкой наблюдается частичное ухудшение антикоррозионных свойств;
- Отсутствие деформаций, вызываемых тепловыми напряжениями;
- Возможна обработка окрашенных деталей, панелей с нанесенными на них защитными покрытиями (смазки, пасты и т.п.), а также клееных деталей;
- Возможно соединение панелей, изготовленных из разных материалов, например, стали с пластмассой;
- Экономится энергия, т.к. нет таких затрат электроэнергии, как при сварке, и отсутствует потребность в охлаждении;
- На одной стороне соединения образуется утолщение, подобное головке заклепки, в то время как на противоположной стороне образуется соответствующее углубление.
Применение в автомобильной промышленности:
- Стальные и алюминиевые кузова;
- Кронштейны стеклоочистителей;
- Крепеж внутренних панелей двери кузова;
- Петли, замки;
- Сидения.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Виды работ
Специалисты выделяют две технологии клепки — горячую и холодную. Каждая из них применяется в разных ситуациях.
Горячая клепка
Перед соединением деталей стержень крепежного элемента нагревается. Температуру нагревания мастера определяют по цвету — металл должен быть раскален докрасна. Для проведения горячей клепки подходят стержни толщиной от 8 мм.
Холодная клепка
Стандартная технология, применяемая в разных ситуациях. Чаще холодную клепку проводят в домашних условиях, небольших мастерских для изготовления изделий, на которые не будут воздействовать большие нагрузки. Для ее выполнения применяются стержни толщиной не более 8 мм.
Лист металла с клепками
Достоинства и недостатки алюминиевых заклепок
Сначала обратимся к преимуществам изделия:
- Пластичность самого алюминия. Это позволяет закрепить детали достаточно быстро даже в домашних условиях при отсутствии специального оборудования.
- Алюминий – прочный и долговечный материал. Он обладает антикоррозионными свойствами, хорошо переносит влияние агрессивных веществ и суровых погодных условий.
- Соединения получаются прочными и долговечными.
- Изделия из алюминия лёгкие.
- Стоимость товара низкая.
- Алюминий – экологически безопасный продукт.
К недостаткам отнесём следующие моменты:
- Алюминий хоть и надёжный материал, но по прочности уступает меди и стали. Его не рекомендуют использовать, если на конструкцию будет оказываться сильное механическое воздействие.
- Нельзя применять алюминий с такими металлами, как сталь или титан. Поскольку они негативно влияют на износостойкость алюминия. Если миновать их соединения невозможно, то рекомендуется использовать резину или медь, чтобы избежать прямого контакта этих металлов.
Описание инструмента и его виды
При использовании такого механического пистолета соединения деталей чаще всего создают с внутренней стороны. Ручной заклепочник является рычажным вариантом пистолета, в конструкции которого можно выделить два основных элемента:
- Рычажная система, обеспечивающая необходимое усилие при соединении элементов изделий.
- Пружинный механизм, необходимый для втягивания заклепки внутрь.
Производители выпускают два вида ручных заклепочников — вытяжные и резьбовые.
Резьбовые заклепочники
фиксации
Как правило, заклёпочный инструмент продается вместе с набором насадок различного диаметра.
В зависимости от типа используемого привода, заклепочники можно классифицировать на несколько основных групп:
- пневмогидравлические;
- аккумуляторные;
- электрические;
- механические (ручные);
- пневматические.
силового
Принцип соединения деталей с помощью одной руки положен в основу работы и ручного заклепочника, известного под названием «гармошка».
Дорогостоящими могут считаться также аккумуляторные, пневмогидравлические и электрические модификации инструмента, если их сравнивать с ручными клепальниками. Объяснить это можно использованием в них более сложной конструкции. Чаще всего такие устройства применяются на промышленных производствах.