Нарезка внутренней и наружной резьбы своими руками
Содержание:
- Виды метрических резьб
- Что собой представляет трубная резьба
- Трубная резьба
- Применение
- Особенности
- Параметры соединения
- Как нарезать на токарном?
- Трубная цилиндрическая резьба
- Вступление
- Как делают резьбу
- Разница между дюймовой и метрической резьбой
- 2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
- Вопрос 38 Ремонт резьбовых соединений
- Особые методики нарезки
Виды метрических резьб
Под метрическими резьбами также понимают все виды с различными профилями, измеряемые миллиметрами. К ним относятся:
- резьба треугольная;
- трапециевидная;
- прямоугольная;
- круглая.
Кроме метрической системы измерения параметров используются:
- дюймовая;
- модульная, где модуль представляет собой отношение длины, выраженной в миллиметрах к числу π;
- питчевая, основная единица – питч – отношение числа π к длине, выраженной в дюймах.
Модульная резьба применятся для червячной передачи в машиностроении, как и питчевая. Дюймовая и метрическая – это крепежные типы резьб, но могут использоваться для передачи.
По месту нахождения различают:
- внутреннюю;
- наружную.
Внутренняя резьба находится в отверстии, ее получают метчиком, специализированным инструментом, представляющим собой стержень с режущими кромками.
Внутренняя метрическая резьба
Наружная резьба выполняется резцом или плашкой на стержне. А также получают накатом на соответствующем оборудовании.
Наружная метрическая резьба
По форме поверхности может быть цилиндрической и конической.
Резьба метрическая коническая используется для монтажа трубопроводов. Ее выполняют на поверхностях, где больший диаметр превышает малый в 16 раз. Диаметры варьируются от 6 до 60 мм.
Также подразделяют по направлению витков на правую и левую. Для определения направление резьбы необходимо деталь расположить так, чтобы ее ось располагалась от наблюдателя. Тогда, правая резьба образуется окружностью, вращающейся слева направо с поступательным движением вдоль оси, а левая резьба, соответственно, против часовой стрелки.
Виды по размеру шага бывают:
- крупная (с основным, крупным шагом);
- мелкая (с малым);
- специальная.
Крупный шаг считается нормальным, подойдет для любых материалов, в том числе и непрочных. Мелкий позволяет выдерживать большие нагрузки, но материалы должны быть определенных прочностных характеристик. Мелкий и специальный используют редко.
Крупный и мелкий шаг резьбы
Место перехода от гладкой поверхности к винтовой называют заходом. По их количеству делят на: одно- и многозаходные. Последние подразделяют также по количеству заходов: двух-, трех- и многозаходные.
Еще одна классификация – по применению. Они бывают:
- крепежные и упорно-крепежные;
- кинематические или ходовые;
- специального назначения.
Ниже представлены основные виды резьб метрических и их буквенные обозначения:
- заглавная буква «М» символизирует метрический вид,
- если она выполнена на поверхности в виде конуса, то «МК»;
- для условий, где необходимы термостойкостью и прочность используют метрическую цилиндрическую «МJ»;
- по ISO – «EG-M»;
- трапецеидальная – «Tr»;
- упорная с углом наклона одной стороны 30º– «S»;
- упорная усиленная — «S45», где число – угол наклона одной из сторон.
Что собой представляет трубная резьба
Резьба для труб соответствует мировым стандартам, в сантехнических изделиях применяется цилиндрическая дюймовая резьба, соответствующая стандарту Уитворта, английского инженера, запатентовавшего ее в 1841 году. по ГОСТ — символы «Тр»
Существует также и коническая трубная резьба. Она служит для особо плотного соединения труб, работающих под большими механическими нагрузками, и применяется в основном в газонефтедобыче, в бурильных установках.
Разновидности трубной резьбы и обозначение на чертежах
При строительстве дома и ремонте в квартире потребители сталкиваются с дюймовой цилиндрической трубной резьбой.
Трубная резьба
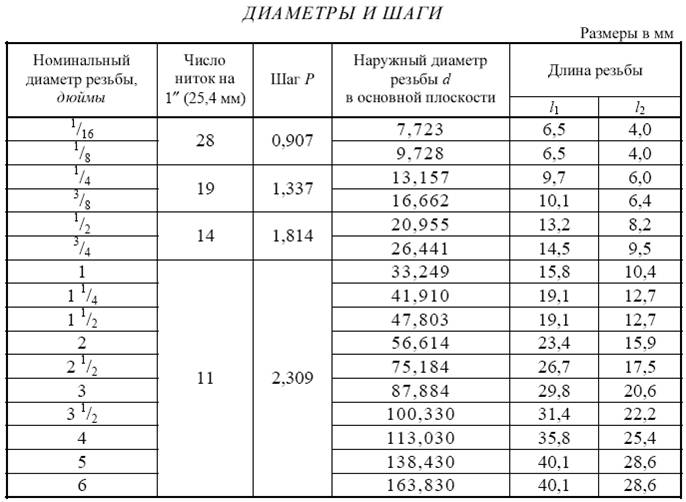
Трубная цилиндрическая резьба выполняется по ГОСТ 6357-81. Она имеет профиль в форме равнобедренного треугольника, угол наклона гребней составляет 55°. Верхние грани гребней скруглены. Благодаря этому устраняются дополнительные зазоры в зоне выступов и впадин, что обеспечивает повышенную герметичность соединения. Трубная резьба относится к дюймовым. Ее диаметр составляет от 1/16 до 6 дюймов, а шаг — от 11 до 28 витков.
По сравнению с другими видами дюймовых резьб шаг трубной резьбы сокращен. Уменьшенный шаг позволяет не допустить критического сокращения толщины стенки трубы, что необходимо для сохранения прочностных характеристик трубопровода.
Трубная резьба может быть цилиндрической и конической. В последнем случае ее конусность определяется соотношением 1:16.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
- Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Особенности
Для производства стандартного крепежа применяют материалы общего назначения – стали типа Ст10, Ст35 и пр. Ответственные резьбовые соединения производят из легированных материалов типа 40Х, 30ХГСА и их аналогов. В зависимости от назначения, для защиты от коррозии, повышения износостойкости на резьбу может быть нанесено защитное покрытие, например, слой цинка, никеля и многие другие.
Между тем, во время эксплуатации резьбовое соединение может выйти из строя. Как правило, у происходит смятие профиля или ее срыв.
Причин тому может быть несколько:
- Использование в резьбовом соединении материалов, не предназначенных для передачи расчетных усилий.
- Несоблюдение технологического режима нарезания внутренней резьбы, в результате чего не происходит формирование полного профиля.
Во избежание подобных ошибок необходимо тщательно выполнять требуемые расчеты и при выборе размера использовать нормативы, регламентируемые в ГОСТ. При проведении работ по нарезанию необходимо строго соблюдать технологические нормативы.
Рейтинг: /5 —
голосов
Параметры соединения
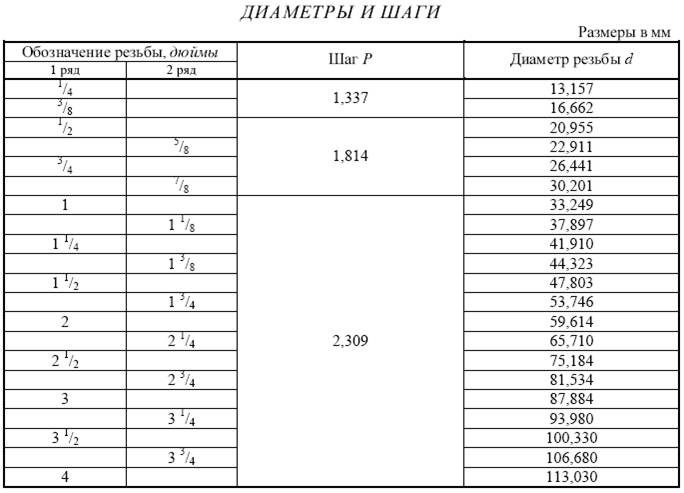
Минимальный диаметр трубной резьбы составляет 1/16″ что соответствует 7,72 мм, максимальный — 6″ или 163,8 мм. Всего существует 16 типоразмеров, в зависимости от наружного диаметра соединения который измеряется по верхним гребням. Внутренний диаметр определяется по нижним точкам в противолежащих концах гребня.
Ещё одной ведущей характеристикой является шаг нарезки, который определяется дистанцией между соседними вершинами резьбы или впадинами. Шаг является одинаковым на любом отрезке соединения и измеряется количеством витков на один технический дюйм равный 25,4 мм. Данная характеристика также зависит от высоты профиля и равна половины разницы между внутренним и наружным диаметром.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.
- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp — внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе. Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Вступление
|
Многие изделия состоят из двух и более деталей, соединенных между собой определенным образом. Наиболее распространенными соединениями деталей являются резьбовые. Детали соединяют с помощью резьбы, образованной на их поверхностях, а также с помощью крепежных деталей, имеющих резьбу (рис. 84). |
 |
Резьба представляет собой совокупность винтовых выступов и впадин, нанесенных по винтовой линии на внутреннюю и внешнюю боковую поверхность некоторых тел вращения.

Образуется резьба следующим образом. При вращении патрона токарного станка равномерно вращается и закрепленный на нем стержень. Подведенный к поверхности стержня резец при равномерном движении вдоль оси стержня прочертит на его поверхности винтовую линию. Если его углубить в равномерно вращающуюся заготовку, то на ее поверхности образуется винтовая канавка — резьба (рис. 85). Фигура сечения винтовой канавки и выступа резьбы плоскостью, проходящей через ось резьбы, называется профилем резьбы.
В зависимости от расположения резьбы на поверхности стержня или отверстия она бывает наружной или внутренней. В резьбовом соединении наружная резьба наносится на болт, винт и др. Внутренняя резьба наносится на поверхность отверстия в гайке, гнезде и др.
Как делают резьбу
Резьбу можно делать как вручную, так и с помощью станка. Ее наносят двумя способами.
Накатка
Этот метод заключается в механическом надавливании на заготовку специальным резьбонакатным инструментом. За счет нажима происходит пластическая деформация металла, и он упрочняется.
Такое нанесение витков, в отличие от нарезки, оказывает щадящее воздействие на заготовку, т. к. не появляются сколы и другие дефекты.
Нарезка
Качество работы при нарезании канавок влияет на надежность соединения. Для нарезки резьбы используют специальные инструменты – метчик и плашку. На заготовке напильником делают фаску и смазывают жиром. Надев приспособление, его крепко прижимают и поворачивают рычаг.
- Для нарезки резьбы используют метчик и плашку.
Разница между дюймовой и метрической резьбой
В российских изделиях может применяться резьба, величина которой выражена как в миллиметрах, так и в дюймах. Единица измерения – не единственное различие между видами нарезки. Их характеризует обозначение на корпусе или в чертеже и допустимый угол при вершине зубцов. Кроме того, дюймовая нарезка может быть английского (BSW) или американского (UNC) образца, что меняет ее размеры.
Согласно российским стандартам, в метрической системе угол при вершине витков всегда составляет 60°, а в дюймовой он может быть равен 55°. Соответственно, гребни винтовой нарезки становятся более острыми, а их число на заготовках одинаковой длины увеличивается.
Однако многие изделия, применяемые сейчас в России, изготовлены по американскому образцу, где угол при вершине выступов равняется 60°. Об этом говорит буква G, нанесенная на корпус фитинга.
Дюйм не относится к метрической системе мер. Его размер соответствует 2,54 см, т. е. 25,4 мм.
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
|
Номинальн. диаметр резьбы d |
Шаг Р |
|||
|
1 ряд |
2 ряд |
3 ряд |
крупный |
мелкий |
|
…2 |
— |
— |
0,40 |
0,25 |
|
— |
2,2 |
— |
0,45 |
0,25 |
|
2,5 |
— |
— |
0,45 |
0,35 |
|
3 |
— |
— |
0,50 |
0,35 |
|
— |
3,5 |
— |
0,60 |
0,35 |
|
4 |
— |
— |
0,70 |
0,5 |
|
— |
4,5 |
— |
0,75 |
0,5 |
|
5 |
— |
— |
0,80 |
0,5 |
|
— |
— |
5,5 |
— |
0,5 |
|
6 |
— |
— |
1,0 |
0,75;0,5 |
|
— |
— |
7,0 |
1,0 |
0,75;0,5 |
|
8 |
— |
— |
1,25 |
1,0;0,75;0,5 |
|
— |
— |
9,0 |
1,25 |
1,0;0,75;0,5 |
|
10 |
— |
— |
1,50 |
1,25;1,0;0,75;0,5 |
|
— |
— |
11,0 |
1,50 |
1,0;0,75;0,5 |
|
12 |
— |
— |
1,75 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
14,0 |
— |
2,0 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
— |
15,0 |
— |
1,5;1,0 |
|
16 |
— |
— |
2,0 |
1,5;1,0;0,75;0,5 |
|
— |
— |
17,0 |
— |
1,5;1,0 |
|
— |
18 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
20 |
— |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
— |
22 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
24 |
— |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
25 |
— |
2,0;1,5;1,0 |
|
— |
— |
26 |
— |
1,5 |
|
— |
27 |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
28 |
— |
2,0;1,5;1,0 |
|
30 |
— |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
32 |
— |
2,0;1,5 |
|
— |
33 |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
35 |
— |
1,5 |
|
36 |
— |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
38 |
— |
1,5 |
|
— |
39 |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
40 |
— |
3,0;2,0;1,5 |
|
42 |
— |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
45 |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
48 |
— |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
50 |
— |
3,0;2,0;1,5 |
|
— |
52 |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
55 |
— |
4,0;3,0;2,0;1,5 |
|
56 |
— |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
58 |
— |
4,0;3,0;2,0;1,5 |
|
— |
60 |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
62 |
— |
4,0;3,0;2,0;1,5 |
|
64 |
— |
— |
6,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
65… |
— |
4,0; 3,0;2,0;1,5 |
|
— |
68 |
— |
6 |
4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
70 |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
72 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
75 |
— |
4,0;3,0;2,0;1,5 |
|
— |
76 |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
78 |
— |
2,0 |
|
80 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
82 |
— |
2,0 |
|
90 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
— |
95 |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
100 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.
2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
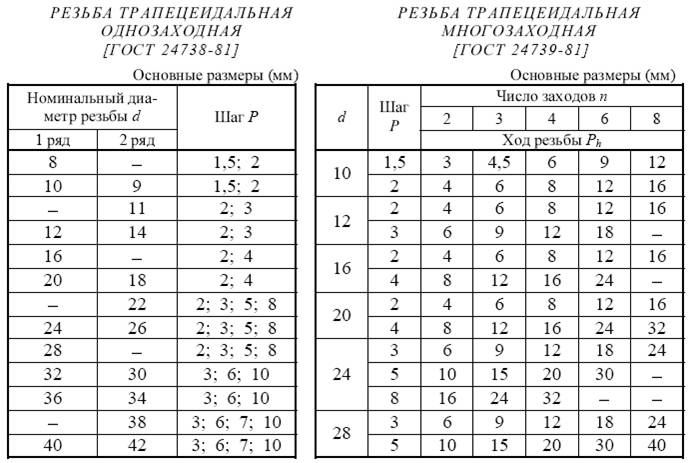
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
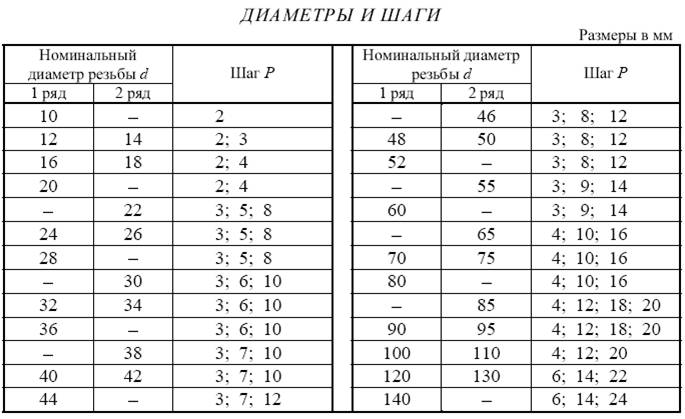
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
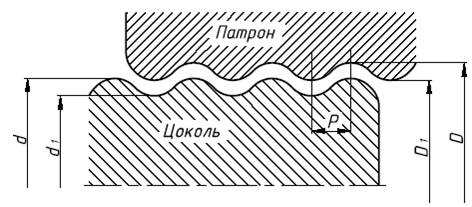

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
Вопрос 38 Ремонт резьбовых соединений
Существуют следующие виды резьбовых соединений:
— болтовое; целесообразно применять в соединениях небольшой толщины и часто подвергаемые сборке и разборке;
— винтовое; используется когда болтовое соединение не применимо, из-за того, что нет места гайке;
— с помощью шпильки; применяют в условиях частой разборки.
Резьбовые соединения выполняются как при помощи резьбовых крепежных деталей, так и посредством резьбы, нарезанной в корпусах, валах и др. деталях.
В резьбовых соединениях, особенно воспринимающих во время работы большие или знакопеременные нагрузки, повышенные износы и повреждения возникают из-за недостаточной затяжки винтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта. При совместном воздействии различных нагрузок наблюдается износ резьбовых соединений,
проявляющийся следующим образом:
— болты и винты растягиваются; удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки стержень болта;
— шаг резьбы и ее профиль нарушаются; изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и часто отвертываемых крепежных болтов);
— гайки «заедают» (изменяется под действием осевых рабочих нагрузок шаг резьбы) ;
— износ граней головок болтов и гаек.
— сминаются под действием рабочих нагрузок рабочие поверхности профиля резьбы;
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Для облегчения разъема соединений производят остукивание гайки, вводят керосин в резьбовое соединение, срубают гайки.
Дефекты деталей резьбовых соединений и их ремонт;
1) Износ, срыв, смятие резьбы на болтах, валах:
— срезают изношенную резьбу и (если это допускается условиями прочности) нарезают новую, обрабатывая ее до ближайшего диаметра по стандарту; (детали значительного диаметра).
— на деталь насаживают втулку либо бандаж с резьбой (детали значительного диаметра).
2) Износ, срыв, смятие резьбы в корпусах:
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают, производя ремонт следующим образом:
а) отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу; в углубленное отверстие ввертывают новый винт с удлиненной резьбовой частью;
б) отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
в) изготовляют взамен старой шпильки новую с уступом и резьбой двух диаметров (рисунок 4.63, а):большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой;
г) восстанавливают номинальную (первоначальную) резьбу: существующее отверстие рассверливают, нарезают новую резьбу, затем изготовляют, переходную втулку (с наружной и внутренней резьбой, рассчитанной на нормальный винт), устанавливая ее заподлицо с плоскостью детали и стопоря штифтом (рисунок 4.63, б).Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее (рисунок 4.63, в)
д) изношенное резьбовое отверстие в детали «заглушают», высверливая рядом с ним другое отверстие и нарезая в нем резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
Рисунок 4.63 — Схемы ремонта резьбовых соединений с помощью установки:
а —
новой шпильки с уступом двух диаметров,
б
— втулки с наружной и внутренней резьбами,в — втулки на клей
3 Забоины, вмятины на резьбе устраняются «прогонкой» метчиками, плашками или сопряженной деталью.
4 Смятие граней гаек, головок болтов устраняется запиливанием или наплавкой, с последующей обработкой граней.
5 Непрямолинейность оси стержня, болта, винта, шпильки устраняются правкой в тисках или с помощью винтового пресса.
Особые методики нарезки
Резьба трубного цилиндрического типа, которую относят к дюймовому характеру (как внутренняя, так и наружная), может быть нарезана как механическим, так и ручным способом.
Процесс нарезания резьбы с помощью ручного инструмента, в качестве которого стоит применять метчик (для внутренней) либо плашки (для наружной), используется сразу в несколько шагов.
- Обрабатываемую трубку нужно зажать в тисках, а применяемый инструмент стоит фиксировать в воротке (метчик) либо плашкодержателе (плашка).
- Плашку стоит надеть на один конец трубы, а метчик вдеть во внутреннюю часть.
- Применяемый инструмент вворачивается в трубу либо навинчивается на неё одним концом при помощи специального вращения воротка либо плашкодержателя.
- Чтобы результат работы получился наиболее чистым и качественным, стоит провести процедуру нарезания в несколько частей.








