Шаг резьбы, длина резьбы: болты, гайки 8.8, 10.9 высокопрочные
Содержание:
- Как определить диаметр и шаг резьбы болта
- Фитинги Kobelco и Komatsu
- Шаг резьбы основной и мелкий у болтов и гаек
- Основные параметры
- 2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
- ГОСТ и необходимость унификации
- Геометрические размеры
- Как узнать шаг резьбы по диаметру штангенциркулем
- Виды
- 37°/74° и плоские торцевые китайские метрические фитинги
- Какое сверло лучше использовать
- Зачем нужны резьбомеры
- Применение
- Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
- Понятие шага резьбы
- Вычисление шага метрической резьбы
- Особенности устройства
- Государственные стандарты
Как определить диаметр и шаг резьбы болта
09 Ноября 2018, 11:2024839
Инструкция, в большей степени, касается определения размеров метрических болтов, винтов и шпилек (далее просто болт).
Основополагающие габаритные характеристики болта — диаметр, шаг резьбы и длина.
1. Диаметр болта
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Оборачиваем меркой стержень болта в один оборот и отмечаем на шкале место соединения. Так мы выяснили длину окружности болта. Уменьшаем полученный результат на 1-2 мм, чтобы исключить влияние толщины мерки на расчеты.
Зная длину окружности, с помощью простой геометрической формулы с легкостью рассчитываем диаметр. Для этого длину окружности делим на число Пи, равное 3.14. Поскольку у большинства автомобильных болтов стандартные диаметры, то, даже с учетом погрешностей в измерениях, результат будет близок к стандартным размерам. Стандартные диаметры болтов применяемых в автомобилях: 5, 6, 7, 8, 10, 12, 14, 16 и т.д.
Справедливо заметить, что такой способ не подходит для замеров, где требуется особая точность. Например, забивную часть , где важна каждая десятая миллиметра, измеряют только штангенциркулем или микрометром.
2. Шаг резьбы болта
Другой важный параметр болта — шаг резьбы. Шаг резьбы — расстояние между двумя соседними витками. Шаг резьбы измеряется шагомером. Однако, как и в случае со штангенциркулем, шагомера может не быть. Тогда рассчитайте расстояние между витками с помощью линейки
Для этого отсчитайте 15-20 витков резьбы (чем больше витков, тем точнее результат) и измерьте линейкой расстояние между крайними витками. Путем деления длины посчитанных витков на количество витков получаем расстояние между витками, т.е шаг резьбы.
Шаг резьбы автомобильного болта, величина стандартизированная и находится в тесной связке с диаметром. Зная диаметр болта и рассчитанную величину шага резьбы легко определяем точный шаг резьбы с помощью следующей таблицы.
| Диаметр, мм | Шаг резьбы, мм | Тип резьбы | Подсказки по маркам авто |
|---|---|---|---|
| М6М7 | 1.00 | стандарт | |
| М8 | 1.25 | стандарт | |
| М10 | 1.50 | стандарт | VW, Audi, Skoda, Seat, Mercedes, BMW, Opel |
| М12 | 1.75 | стандарт | Ford, Renault, Peugeot, Citroen |
| М14М16 | 2.00 | стандарт | Ford, Chrisler |
| М18М20М24 | 2.50 | стандарт |
3. Длина болта
При обозначении длины болта подразумевается длина его стержня. Таким образом, высота головки не учитывается. Измерьте длину стержня — получите длину болта. Если вы ищете болт М12х40х1.5, это значит, вам нужен болт с диаметром резьбы 12 мм, шагом резьбы 1.5 и длиной стержня 40 мм. При этом общая габаритная длина изделия с учетом высоты головки болта, составляет условные 50 мм.
Часто, автомобильные болты встречаются с заостренным кончиком — направляющей болта.
Направляющая болта обеспечивает удобное и беспрепятственное проникновение в технологические отверстия деталей. Часто такие болты используются для крепления амортизаторов, рычагов, подрамников. Так вот, длиной болта считается длина с учетом этой направляющей.
Фитинги Kobelco и Komatsu
Фитинги Kobelco по существу такие же, как фитинги для метрических труб 24° DIN, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако встречаются некоторые размеры, которые действительно уникальны для Kobelco.
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотнения через конусное седло 30°/60°. Если они идентифицированы как метрическая резьба с носовым конусом, нужно быть максимально осторожным, чтобы различить, действительно ли это конусное седло 30°/60° (Komatsu) вместо 37°/74° (GB Chinese).
Шаг резьбы основной и мелкий у болтов и гаек
Таблица болтов с шагом резьбы для болтов, гаек, винтов и резьбовых шпилек.
Как определить размер резьбы без резьбомера, читайте в нашей специальной статье.
|
Диаметр резьбы |
Шаг резьбы, мм |
|||
|
Шаг основной резьбы, мм / Диаметр отверстия под резьбу, мм |
Шаг мелкой резьбы, мм / Диаметр отверстия под резьбу, мм |
|||
|
Мелкая |
Мелкая 2 |
Супермелкая |
||
|
М 1 |
0.25 / 0.75 |
(0.2) / 0.8 |
— |
— |
|
М 1.2 |
0.25 / 0.95 |
(0.2) / 1 |
— |
— |
|
M 1.4 |
0.3 / 0.9 |
(0.2) / 1.2 |
— |
— |
|
M 1.6 |
0.35 / 1.2 |
(0.2) / 1.4 |
— |
— |
|
M 1.8 |
0.35 / 1.5 |
(0.2) / 1.6 |
— |
— |
|
M 4 |
0.7 / 3.3 |
0.5 / 3.5 |
— |
— |
|
M 5 |
0.8 / 4.2 |
0.5 / 4.5 |
— |
— |
|
M 6 |
1 / 5 |
0.75 / 5.2 |
0.5 / 5.5 |
— |
|
M 8 |
1.25 / 6.7 |
1 / 7 |
0.75 / 7.2 |
0.5 / 7.5 |
|
M 10 |
1.5 / 8.5 |
1.25 / 8.7 |
1 / 9 |
0.75 / 9.2 |
|
M 12 |
1.75 / 10.2 |
1.5 / 10.5 |
1.25 / 10.7 |
1 / 11 |
|
M 14 |
2 / 12 |
1.5 / 12.5 |
1.25 / 12.6 |
1 / 13 |
|
M 16 |
2 / 14 |
1.5 / 14.5 |
— |
1 / 15 |
|
M 18 |
2.5 / 15.4 |
2 / 16 |
1.25 / 16.6 |
1 / 17 |
|
M 20 |
2.5 / 17.4 |
2 / 18 |
1.25 / 18.6 |
1 / 19 |
|
M 22 |
2.5 / 19.4 |
2 / 20 |
1.5 / 20.5 |
1 / 21 |
|
M 24 |
3 / 20.9 |
2 / 22 |
1.5 / 22.5 |
1 / 23 |
|
M 27 |
3 / 23.9 |
2 / 25 |
1.5 / 25.5 |
(1) / 26 |
|
M 30 |
3.5 / 26.4 |
2 / 28 |
1.5 / 28.5 |
(1) / 29 |
|
M 33 |
3.5 / 29.4 |
2 / 31 |
1.5 / 31.5 |
— |
|
M 36 |
4 / 31.9 |
3 / 33 |
2 / 34 |
1.5 / 34.5 |
|
M 39 |
4 / 34.9 |
3(4) / 35.9 |
2 / 37 |
1.5 / 37.5 |
|
M 42 |
4.5 / 37.4 |
3(4) / 37.9 |
2 / 40 |
1.5 / 40.5 |
|
M 45 |
4.5 / 40.4 |
3(4) / 40.9 |
2 / 43 |
1.5 / 43.5 |
|
M 48 |
5 / 42.8 |
3 / 44.9 |
2 / 46 |
1.5 / 46.5 |
|
M 52 |
5 / 46.8 |
(4)3 / 48.9 |
2 / 50 |
1.5 / 50.5 |
|
M 56 |
5.5 / 50.4 |
4 / 51.9 |
3(2) / 53 |
1.5 / 54.5 |
|
M 60 |
5.5 / 64.4 |
4 / 55.8 |
3(2) / 67 |
1.5 / 58 |
|
M 64 |
6 / 57.8 |
4 / 59.8 |
3 / 61 |
2(1.5) / 62 |
|
M 68 |
6 / 61.8 |
4 / 63.8 |
3 / 65 |
2(1.5) / 66 |
Буква «М» около диаметра резьбы дает нам знать, что резьба метрическая, т.е. не дюймовая, а именно метрическая
Метрический шаг резьбы — расстояние в миллиметрах между двумя идентичными точками, расположенными на одноименных боковых соседних витках профиля. Измеряется параллельно оси резьбы.
Это один из ключевых параметров резьбового изделия, наряду с диаметрами (номинальным, внутренним, наружным), направлением вращения, типом профиля, количеством ходов.
В ГОСТ 8724-2002 указано соответствие этих характеристик в диапазоне диаметров от 0,25 до 600 мм и шагов от 0,075 до 8 мм.
В соответствии с нормативным документом предприятиями-производителями может выпускаться крепеж с 2-мя типами шагов метрической резьбы — мелким и крупным.
Для одного размера крепежного изделия стандартом определен только один крупный и несколько мелких шагов резьбы.
Для крепежа номинальным диаметром менее 1 мм в соответствии с ГОСТом установлен только крупный, от 1 мм до 64 мм — крупный и мелкий, от 72 мм до 600 мм — только мелкий.
Выбираем параметры
Как правильно выбрать метизы, с какими параметрами? Основной шаг резьбы для метизных изделий, используемых на территории РФ — метрический крупный. Практически весь строительный крепеж с крупным шагом резьбы.
Он продается продается повсеместно в метизных магазинах и компаниях и является рекомендуемым к применению. Резьбовые метизы с мелким шагом в основном используют в точках крепления, подверженных вибрационным, динамическим знакопеременным нагрузкам.
Например, гайки и болты с мелким шагом резьбы крепят колесные диски к ступице. Крепеж с мелкой резьбой высоко востребован в автомобиле-, судо-, станко- и авиастроении.
Шаг резьбы в маркировке крепежа
Соответственно ГОСТ 8724-2002 обозначение крупного шага резьбы в маркировке опускается, а размер мелкого указывается.
Например:
М16 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и крупным шагом (крупный шаг резьбы болта, гайки, шпильки, винта 2,0 мм);
М16 х 1 — резьба метрическая (знак “М”) с номинальным диаметром 16 мм и мелким шагом 1,0 мм.
Обозначение шагов резьбы гаек, штанг, болтов, винтов идентично, независимо от того, внутренняя или наружная.
Полное обозначение резьбы включает:
- М — метрическая;
- номинальный диаметр;
- размер шага в миллиметрах (крупный опускается);
- направление — для левой LH;
- специальное обозначение многозаходной Ph со значением хода.
Посмотреть соотношение диаметров метизов с основным и мелким шагом резьбы можно в таблице выше.
Полезные советы 09.07.2019 14:48:23
Основные параметры
Каждая резьба имеет точные геометрические параметры. Для метрической характерен треугольный профиль резьбы, который также называют крепежным. Его используют для деталей, соединяемых между собой свинчиванием. Размер профиля определяется его высотой.
Высота профиля (Н) – это отрезок от основания до вершины равностороннего треугольника, который образуется при поперечном разрезе витка. Выступы и впадины выполняют в виде треугольников со срезанными вершинами. В некоторых случаях впадины закругленные.
Если стороны каждого витка мысленно продлить до точки их пересечения, то они сформируют угол профиля (α).
Профиль резьбы
Основные параметры, указанные в обозначениях метрической резьбы, характеризуют ее размер. К ним относятся диаметр и шаг.В обозначениях метрической резьбы указывают основные параметры.
Диаметр резьбы делят на 4 вида:
- наружный;
- внутренний;
- средний;
- номинальный.
Такие параметры резьбы, как ход (Рh) и шаг (Р), взаимозависимы и равны для однозаходной системы.
Ход и шаг резьбы
Участок, разделяющий одноименные точки на двух витках, — это шаг резьбы. Выделяют основной шаг (крупный) и мелкий.
Ход резьбы – отрезок, соединяющий две одинаковые точки на соседних витках одного захода. В случае, когда заходов несколько, ход выражают через произведение числа шагов на количество заходов.
К основным элементам резьбы также относятся:
- Поверхность под наклоном 45º перед внутренней или за наружной, называется фаской. Она играет роль в соединении элементов.
- Сбег – место перехода к не нарезанной поверхности детали. Объединяет эти два показателя длина, то есть отрезок с витками, фаской и сбегом.
Для резьбы метрической основные размеры сведены в таблицы соответствующих стандартов: ГОСТ 9150-2002, ГОСТ 8724-2002, ГОСТ 24705-2004.
О возможных конструкционных отклонениях, вызванных свойствами материалов, сообщают поля допусков, со значениями, не превышающими номинальный профиль, сформированный максимумом материала. Эти показатели влияют на точность посадки резьбы – плотность проникновения выступов в зазоры.
Поля допусков резьбы делят на три класса точности. А также на 4 вида по предпочтительности по выбору.
2.1.3. СТАНДАРТНЫЕ РЕЗЬБЫ
РЕЗЬБА МЕТРИЧЕСКАЯ
Номинальный профиль резьбы определяется основным профилем (гост 9150-2002) и дополнительными
требованиями к форме впадины резьбы по ГОСТ 9000-81 (для резьб диаметром менее 1 мм) и по ГОСТ 16093-2004
(для резьб диаметром от 1 мм
и более).
Здесь d –
номинальный наружный диаметр наружной резьбы;
D
– номинальный наружный
диаметр внутренней резьбы;
P – шаг резьбы.
Размеры в мм
|
Номинальн. диаметр резьбы d |
Шаг Р |
|||
|
1 ряд |
2 ряд |
3 ряд |
крупный |
мелкий |
|
…2 |
— |
— |
0,40 |
0,25 |
|
— |
2,2 |
— |
0,45 |
0,25 |
|
2,5 |
— |
— |
0,45 |
0,35 |
|
3 |
— |
— |
0,50 |
0,35 |
|
— |
3,5 |
— |
0,60 |
0,35 |
|
4 |
— |
— |
0,70 |
0,5 |
|
— |
4,5 |
— |
0,75 |
0,5 |
|
5 |
— |
— |
0,80 |
0,5 |
|
— |
— |
5,5 |
— |
0,5 |
|
6 |
— |
— |
1,0 |
0,75;0,5 |
|
— |
— |
7,0 |
1,0 |
0,75;0,5 |
|
8 |
— |
— |
1,25 |
1,0;0,75;0,5 |
|
— |
— |
9,0 |
1,25 |
1,0;0,75;0,5 |
|
10 |
— |
— |
1,50 |
1,25;1,0;0,75;0,5 |
|
— |
— |
11,0 |
1,50 |
1,0;0,75;0,5 |
|
12 |
— |
— |
1,75 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
14,0 |
— |
2,0 |
1,5;1,25;1,0;0,75;0,5 |
|
— |
— |
15,0 |
— |
1,5;1,0 |
|
16 |
— |
— |
2,0 |
1,5;1,0;0,75;0,5 |
|
— |
— |
17,0 |
— |
1,5;1,0 |
|
— |
18 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
20 |
— |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
— |
22 |
— |
2,5 |
2,0;1,5;1,0;0,75;0,5 |
|
24 |
— |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
25 |
— |
2,0;1,5;1,0 |
|
— |
— |
26 |
— |
1,5 |
|
— |
27 |
— |
3,0 |
2,0;1,5;1,0;0,75 |
|
— |
— |
28 |
— |
2,0;1,5;1,0 |
|
30 |
— |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
32 |
— |
2,0;1,5 |
|
— |
33 |
— |
3,5 |
(3,0);2,0;1,5;1,0;0,75 |
|
— |
— |
35 |
— |
1,5 |
|
36 |
— |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
38 |
— |
1,5 |
|
— |
39 |
— |
4,0 |
3,0;2,0;1,5;1,0 |
|
— |
— |
40 |
— |
3,0;2,0;1,5 |
|
42 |
— |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
45 |
— |
4,5 |
4,0;3,0;2,0;1,5;1,0 |
|
48 |
— |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
50 |
— |
3,0;2,0;1,5 |
|
— |
52 |
— |
5,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
55 |
— |
4,0;3,0;2,0;1,5 |
|
56 |
— |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
58 |
— |
4,0;3,0;2,0;1,5 |
|
— |
60 |
— |
5,5 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
62 |
— |
4,0;3,0;2,0;1,5 |
|
64 |
— |
— |
6,0 |
4,0;3,0;2,0;1,5;1,0 |
|
— |
— |
65… |
— |
4,0; 3,0;2,0;1,5 |
|
— |
68 |
— |
6 |
4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
70 |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
72 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
75 |
— |
4,0;3,0;2,0;1,5 |
|
— |
76 |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
78 |
— |
2,0 |
|
80 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5; 1,0 |
|
— |
— |
82 |
— |
2,0 |
|
90 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
— |
95 |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
|
100 |
— |
— |
— |
6,0; 4,0;3,0;2,0;1,5 |
Стандартом
предусматриваются диаметры резьбы d = 0,25…600 мм и шаги P от 0,075
до 8 мм.
При
выборе диаметра резьбы 1-й ряд следует предпочитать 2-му, а 2-й ряд – 3-му.
Шаги,
указанные в скобках, рекомендуется по возможности не применять.
Примеры условного обозначения:
1.Резьба
метрическая с номинальным диаметром d = 24 мм,
шагом P = 3 мм, однозаходная, правая: M24´3.
2.Резьба
метрическая с номинальным диаметром d = 16 мм,
шагом P = 1 мм,
трехзаходная, левая:M16´Ph3P1-LH.
3.Шаги, указанные
в скобках, рекомендуется по возможности не применять.
Здесь d – наружный диаметр наружной резьбы;
D – наружный диаметр
внутренней резьбы;
P – шаг резьбы.
Примечания:
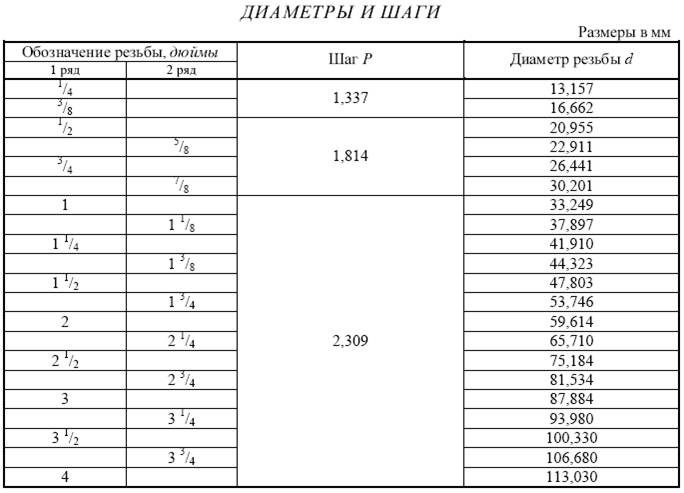
1. Стандарт предусматривает резьбы с обозначением размера резьбы 1/16…6.
2. 1-й ряд следует предпочитать 2-му.
Пример условного
обозначения.
Резьба трубная цилиндрическая с условным проходом
трубы в 1 дюйм
(1²= 25,4 мм), правая: G1.
Здесь d – наружный диаметр наружной конической резьбы;
D – наружный
диаметр внутренней конической резьбы;
P – шаг резьбы;
j/2 =1°47°24²; конусность 1:16
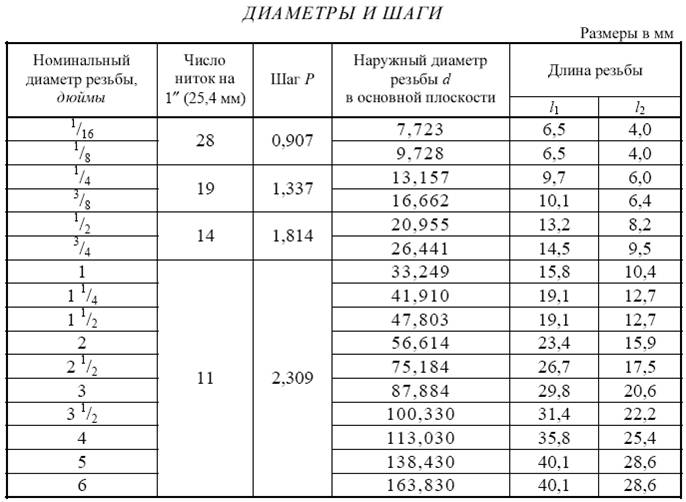
Примеры условного
обозначения:
1. Наружная трубная коническая резьба 11/2дюйма:R11/2.
2. Внутренняя трубная коническая резьба 11/2дюйма:Rc11/2.
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
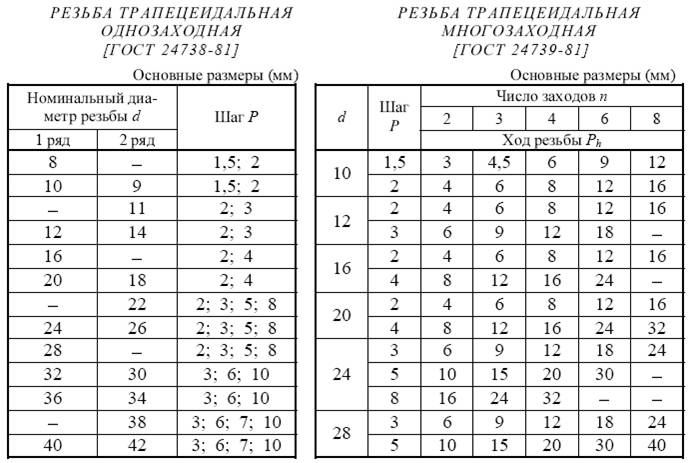
1. ГОСТ
24738-81 предусматриваются диаметры резьбы d до 640 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
3. ГОСТ
24739-81 предусматриваются диаметры резьбы dдо 140 мм.
Примеры условного обозначения:
1.Трапецеидальная резьба с номинальным диаметром d= 40 мм,
шагом P = 6 мм,
однозаходная, левая: Tr 40×6 LH.
2.Трапецеидальная резьба с номинальным диаметром d= 16 мм,
шагом P = 4 мм,
двухзаходная, с ходом 8, правая: Tr 16×8 (P4).
Здесь D, d – номинальный диаметр резьбы;
P – шаг резьбы.
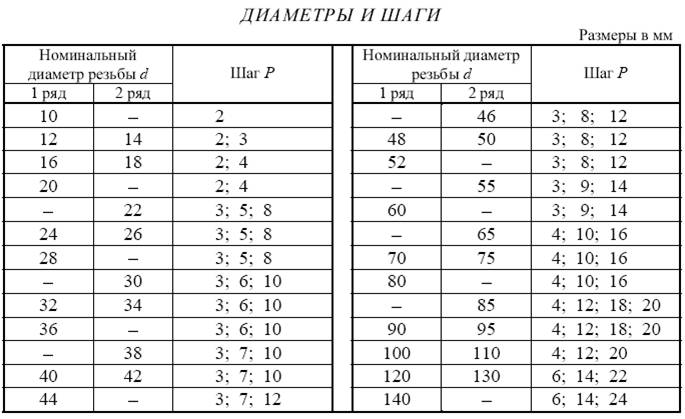
1.
Стандартом предусматриваются диаметры резьбы d до 200 мм.
2. При
выборе диаметров 1-й ряд следует предпочитать 2-му.
Пример
условного обозначения:
1. Резьба упорная диаметром 12 мм, с шагом 4 мм, однозаходная, правая:
S12×4.
2. Резьба
упорная диаметром 28 мм,
с шагом 5 мм,
двухзаходная, с ходом 10, левая (LH):
S28×10(P5)LH.
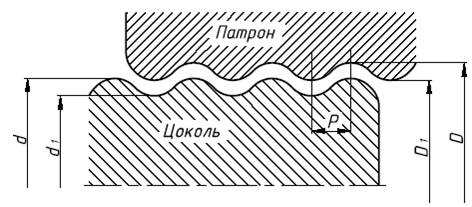

2.
Радиус закругления выступов и впадин профиля у резьбы для металлических цоколей
(патронов) одинаков.
ГОСТ и необходимость унификации
Долгое время производители выполняли теоретический расчет шага резьбы по своим методикам и изготавливали крепеж по собственным технологиям. При таком подходе соединительные элементы разных брендов часто оказывались несовместимыми или не обеспечивали подходящее качество стыка, из-за чего у пользователей часто возникали проблемы.
Особенные сложности появлялись при сборке машин, аппаратов и другого составного оборудования. Буквально каждый элемент приходилось отдельно маркировать, чтобы потом его можно было правильно разместить. Банальная профилактическая чистка орудий или станков, части которых поставлялись двумя заводами и больше, превращалась в настоящую пытку.
Поэтому с начала XX века всерьез озаботились вопросом стандартизации
К делу подошли с максимальной серьезностью, принимая во внимание даже опыт XII столетия, а точнее проверенную практикой формулу, гласящую, что расстояние между соседними витками должно равняться 20% диаметра стержня. Естественно, при этом учитывали, что в те далекие времена крепеж выполняли из дерева, и только через 20 лет стали стягивать наиболее нагруженные его точки шпильками и защищать гайками, выточенными из цельного куска особо прочной породы
Сегодня же актуальны совсем другие материалы, к которым предъявляются совершенно иные требования.
Информация к размышлению
Первый путь к стандартизации начали прокладывать именно в России: на Тульском заводе стали работать по чертежам Никиты Демидова, а проверять результаты – по предложенным им же калибрам. Это позволяло контролировать точность отливки и исполнения отдельных деталей.
Да, знаменитый промышленник не думал именно о шаге резьбы (как померить его или найти оптимальный), а стремился унифицировать производство в целом. И добился своего: в 1787 году комиссия при царской армии закупила 500 отечественных ружей и столько же английских. Проверяющие разобрали каждое из них, разложили элементы по их функциональному назначению и хорошенько перемешали каждую группу, после чего попробовали собрать. В случае с русскими моделями это удалось – пусть они и требовали притирки, но пристрелку в итоге прошли, – а вот гордость британских мастеров так и осталась грудой бесполезного железа.
Это послужило толчком к следующим событиям:
В каждом полку создали взвод, отвечающий за обслуживание вооружения, и он регулярно получал помеченные насечками расходники для замены вышедших из строя мелких элементов.
Во Франции в 1790 утвердили первую всеевропейскую основную систему мер, приняв в качестве единицы длины м и его «производные» – см и мм, которой пользуются и сегодня; Англия, кстати, осталась при своих дюймах и футах.
В СССР в 1924 введен первый ГОСТ на рассматриваемые соединения.
Геометрические размеры
От перечисленных выше параметров зависят эксплуатационные характеристики. От всех трех диаметров зависит то, какое отверстие нужно делать с помощью сверла при работе с метчиком. От шага и хода – насколько прочно будет происходить завинчивание, чем больше витков, и чем они чаще, тем лучше. Такая работа является более тонкой, поэтому выполнить ее в домашних условиях фактически невозможно, только на специальном оборудовании. От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
Как узнать шаг резьбы по диаметру штангенциркулем
Измерить шаг нарезки можно не только линейкой, осуществляя подсчет количества витков. Сделать это можно при помощи штангенциркуля, которым измеряется наружный диаметр заготовки. По наружному диаметру определяется шаг резьбы, для чего необходимо выполнить следующие манипуляции:
- Штангенциркулем измеряется наружный диаметр заготовки
- Полученные значения сравниваются с табличными данными
- Определить шаг резьбы или количество нитей на один дюйм
Ниже представлена таблица со значениями наружных диаметров в диапазоне от 9,3 до 63,4 мм. В зависимости от полученных значений диаметра, определяется не только шаг, но еще и ее тип — метрическая или дюймовая.
Таблица для определения шага резьбы по диаметру
Кроме штангенциркуля, можно воспользоваться микрометром. При помощи микрометра также можно определить шаг резьбы, и самым простым способом является определение внутреннего или среднего диаметра заготовки. Полученное значение диаметра сравнивается с табличным, и получаем соответствующий результат.
Виды
Бороздки для крепежа могут делать в разных местах. В связи с этим изменяется и расстояние между витками.
- Бороздки для крепежа наносят на внешнюю поверхность изделия.
Эти показатели указаны в действующих нормативных документах:
- ГОСТ6111-52;
- ОСТ НКТП 1260;
- ГОСТ6211-81;
- ГОСТ6357-81;
- ГОСТ9150-81.
По поверхности нанесения
Бороздки для крепления наносят как на внутреннюю поверхность изделия, так и на внешнюю. Часто при монтаже труб используют фитинги с обоими видами резьб: отводы, муфты, переходы и т. п.
По направлению
Резьба может быть цилиндрической или конусообразной. В первом случае ее диаметр (как внутренний, так и наружный) не изменяется по всей длине детали. У конических фитингов размер резьбы уменьшается к торцу соединителя. Она считается более прочной, медленнее истирается, но сложнее для выполнения.
- Цилиндрическая резьба не изменяется по всей длине детали.
37°/74° и плоские торцевые китайские метрические фитинги
Эти фитинги все чаще экспортируются из Китая на тяжелом оборудовании по китайским стандартам. Что определяет эти стандарты, так это то, что они оба используют североамериканские стили герметизации, но с метрической резьбой. Это включает в себя методы уплотнения торцевого уплотнительного кольца (ORFS) и расклешенного седла 37° (JIC), однако резьба UN и SAE заменяется метрической и не соответствует традиционным шагам резьбы во всех размерах.
В России данные крепежные элементы тоже встречаются, но гораздо реже. Они производятся на китайских заводах в первую очередь для экспорта и реализации на североамериканском рынке.
Какое сверло лучше использовать
- Спиральные. Наиболее распространенный вид. Представляет собой инструмент цилиндрической формы, изготовленный из высококачественных материалов. Чаще всего используют быстрорежущую сталь. Максимальный диаметр буравчика может достигать 80 мм. Их используют на крупных металлообрабатывающих предприятиях.
- Ступенчатые. Имеют форму расширяющегося бура. Их нельзя использовать в качестве подготовительного инструмента перед применением метчика. Основная область использования – обработка тонколистового металла.
- Перовые. Универсальный инструмент. Особенность – наличие съемных режущих пластин. С их помощью можно получить отверстие идеальной формы. Перовые сверла – относительно недорогой инструмент. Их редко используют для сверления отверстий под нарезку. Основная сфера применения – исправление дефектов и перекосов.
- Удлиненные. Такая конструкция позволяет выполнить глухие или сквозные отверстия на значительной глубине. Эксплуатация таких приспособлений предусматривает использование смазочно-охлаждающей жидкости, которую подают по специальным каналам. На промышленных предприятиях используют буравчики для обработки сверхтвердых материалов.
- Центровочные. Относятся к токарным приспособлениям. Используются для сверления отверстий с целью дальнейшего закрепления заготовки в центрах.
Необходимо обращать внимание на класс точности. От этого параметра зависит чистота готового отверстия
Существует три класса точности:
- «В». Самый низкий класс. Позволяет оформлять отверстия с точностью до 15 квалитета.
- «В1». Инструмент повышенной чистоты. Показатель точности – до 14 квалитета.
- «А». Приспособление повышенной точности. Позволяет выполнять отверстия в диапазоне 10–13 квалитета. Отличаются высокой стоимостью.
А вы пользуетесь формулой подбора или предпочитаете руководствоваться вспомогательными таблицами? Напишите о вашем методе в блоке комментариев.
Зачем нужны резьбомеры
Чтобы укомплектовать болт или другую деталь гайкой, во внимание принимается такой важный параметр, как диаметр. Это наружный диаметр детали, по которому и подбирается элемент для соединения
Узнать диаметр резьбы (внутренний или внешний) на заготовке можно при помощи штангенциркуля. При выборе элемента соединения нужно также знать тип резьбы — метрическая или дюймовая. Однако с этим не возникает трудностей у мастеров, которые сталкиваются с такими деталями. Выше представлено подробное описание того, чем отличается метрическая резьба от дюймовой. Отличить их можно визуально, но что делать, когда нужно узнать шаг резьбы? Определить его не сможет даже самый опытный слесарь, поэтому специально для выяснения значения этого параметра, используются резьбомеры.
Необходимость выяснения шага нарезки возникает в следующих случаях:
- Если предстоит выполнить поверхностную обработку болта или гайки
- Для уточнения возможности увеличения длины свинчивания
- Чтобы выявить устойчивость резьбового соединения к эксплуатационным условиям
- Для определения возможности среза одного или нескольких витков нарезки
При помощи резьбомера можно также определить тип нарезки, с которой предстоит работать пользователю. Применение этого инструмента востребовано только среди мастеров, которые занимаются изготовлением различных изделий и заготовок с резьбой, а также специалистов, занимающихся ремонтом различной техники.
Это интересно! Гребенки приборов позволяют одновременно при измерении шага резьбы определить количество витков с уровнем заполнения профиля.
Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Какой диаметр отверстия сверлить под метрическую резьбу? — Homo habilis. Журнал для умелых людей
Какой диаметр отверстия сверлить под метрическую резьбу?
Рейтинг: 5 / 5
Sam Schmidt, flickr.com CC BY
Резьбовые соединения являются одними из самых распространенных типов разъемных соединений. Но если крепежные детали с наружной резьбой (винты, шпильки) чаще всего приобретают готовые, то внутреннюю резьбу при изготовлении детали приходится нарезать самому мастеру. Для этого в детали сверлят отверстие с определенным диаметром.
Диаметр отверстия под внутреннюю резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Обычно это указывается на чертеже в виде обозначения М8х1. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы. Если шаг не указан, то подразумевается основной (крупный) шаг. Основной шаг резьбы является предпочтительным и для каждого размера определен стандартом.
Для каждого сочетания диаметра и шага резьбы существует оптимальный диаметр отверстия. Проще всего этот диаметр определить по таблице, где приведены наиболее употребительные размеры, с которыми может встретиться домашний мастер. Жирным шрифтом в таблице выделен основной шаг резьбы для каждого номинального диаметра. Таблица применима для сталей, чугунов, алюминия и его сплавов, меди.
|
Резьба |
Шаг резьбы |
Диаметр отверстия номинальный (предельный) |
|
М2 |
0,25 |
1,75–1,77 (1,81) |
|
0,4 |
1,60–1,62 (1,68) |
|
|
М2,5 |
0,35 |
2,15–2,17 (2,22) |
|
0,45 |
2,05–2,07 (2,13) |
|
|
М3 |
0,35 |
2,65–2,67 (2,72) |
|
0,5 |
2,50–2,52 (2,58) |
|
|
М4 |
0,5 |
3,50–3,52 (3,64) |
|
0,7 |
3,30–3,33 (3,46) |
|
|
М5 |
0,5 |
4,50–4,52 (4,64) |
|
0,8 |
4,2–4,23 (4,42) |
|
|
М6 |
0,5 |
5,50–5,52 (5,64) |
|
0,75 |
5,20–5,23 (5,42) |
|
|
1,0 |
4,95–5,00 (5,21) |
|
|
М7 |
0,5 |
6,50–6,52 (6,64) |
|
0,75 |
6,20–6,23 (6,42) |
|
|
1,0 |
5,95–6,00 (6,26) |
|
|
М8 |
0,5 |
7,50–7,52 (7,64) |
|
0,75 |
7,20–7,23 (7,42) |
|
|
1 |
6,95–7,00 (7,21) |
|
|
1,25 |
6,70–6,75 (6,96) |
|
|
М9 |
0,5 |
8,50–8,52 (8,64) |
|
0,75 |
8,20–8,23 (8,42) |
|
|
1 |
7,95–8,00 (8,21) |
|
|
1,25 |
7,70–7,75 (7,96) |
|
|
М10 |
0,5 |
9,50–9,52 (9,64) |
|
0,75 |
9,20–9,23 (9,42) |
|
|
1 |
8,95–9,00 (9,21) |
|
|
1,25 |
8,70–8,75 (8,96) |
|
|
1,5 |
8,43–8,50 (8,73) |
|
|
М11 |
0,5 |
10,50-10–52 (10,64) |
|
0,75 |
10,20–10,23 (10,42) |
|
|
1 |
9,95–10,00 (10,21) |
|
|
1,5 |
9,43–9,50 (9,73) |
|
|
М12 |
0,5 |
11,50–11,52 (11,64) |
|
0,75 |
11,20–11,23 (11,42) |
|
|
1 |
10,95–11,00 (11,21) |
|
|
1,25 |
10,70–10,75 (10,96) |
|
|
1,5 |
10,43–10,50 (10,73) |
|
|
1,75 |
10,20–10,25 (10,56) |
|
|
М14 |
0,5 |
13,50–13,52 (13,64) |
|
0,75 |
13,20–13,23 (13,42) |
|
|
1 |
12,95–13,00 (13,21) |
|
|
1,25 |
12,70–12,75 (12,96) |
|
|
1,5 |
12,43–12,50 (12,73) |
|
|
2 |
11,90–11,95 (12,30) |
|
|
М16 |
0,5 |
15,50–15,52 (15,64) |
|
0,75 |
15,20–15,23 (15,42) |
|
|
1 |
14,95–15,00 (15,26) |
|
|
1,5 |
14,43–14,50 (14,73) |
|
|
2 |
13,90–13,95 (14,30) |
|
|
М18 |
0,5 |
17,50–17,52 (17,64) |
|
0,75 |
17,20–17,23 (17,42) |
|
|
1 |
16,95–17,00 (17,21) |
|
|
1,5 |
16,43–16,50 (16,73) |
|
|
2 |
15,90–15,95 (16,30) |
|
|
2,5 |
15,35–15,40 (15,88) |
|
|
М20 |
0,5 |
19,50–19,52 (19,64) |
|
0,75 |
19,20–19,23 (19,42) |
|
|
1 |
18,95–19,00 (19,21) |
|
|
1,5 |
18,43–18,50 (18,73) |
|
|
2 |
17,90–17,95 (18,3) |
|
|
2,5 |
17,35–17,40 (17,88) |
Уменьшение диаметра отверстия затрудняет нарезание резьбы и может привести к поломке метчика, особенно в твердых материалах. Увеличение диаметра отверстия не позволит нарезать полный профиль, резьба будет ослаблена.
Сверло для сверления отверстий выбирается из имеющегося набора как можно ближе к рекомендуемому диаметру, в крайнем случае – к предельному. Нужно учитывать, что при сверлении отверстий ручной дрелью отверстие неизбежно разбивается, поэтому лучше брать сверло ближе к минимальному рекомендуемому диаметру. Удобно использовать наборы, в которых собраны сверла специально под отверстия для метрической резьбы.
В большинстве случаев домашний мастер редко изготавливает ответственные высоконагруженные детали, поэтому иногда можно допустить некоторое увеличение диаметра отверстия относительно предельного размера.
Если деталь выполняет чисто декоративные функции, не испытывает больших нагрузок и ни при каких обстоятельствах не может создать опасность для человека, запас под резьбу может составлять до 1/3 – 1/5 шага и даже меньше. Например, для резьбы М10х1,5 можно увеличить отверстие до 9,5-9,7 мм. При этом винт или шпилька должны входить в деталь не менее чем на 8-10 полных ниток резьбы.
Понятие шага резьбы
Резьба применяется для соединения самых различных изделий. Для определения резьбы болта нужно рассматривать расстояние меду одноименными боковыми сторонами профиля. К особенностям этого понятия отнесем нижеприведенные моменты:
- Для определения основных параметров требуется провести измерение.
- Неточный результат можно узнать при применении линейки.
- Для повышения точности измерений нужно проанализировать несколько нитей. Именно поэтому в зависимости от протяженности резьбовой поверхности проводится анализ от 10 до 20 витков.
- Рекомендуется проводить замеры в миллиметрах. В некоторых случаях число переводится в дюймы.
Параметры резьбы
Расстояние между впадинами можно измерять при использовании специального инструмента. Резьбомер представлен сочетанием специальных стальных пластин, которые имеют специальные вырезы. На поверхности наносятся различные значения.
Вычисление шага метрической резьбы
Порядок определения резьбового шага:
- В первую очередь нужно измерить расстояние от одной нити до другой. Держать линейку следует против нитей, вдоль, чтобы измерить расстояние от одной высокой точки до другой в миллиметрах. Для этого понадобится очень подробная линейка, так как расстояние между нитями может быть не более 0,4 мм. Это может быть трудно для очень тонких винтов, поэтому можно использовать датчик шага, если это возможно.
- Определить диаметр и длину резьбового участка. Для этого требуется замерить расстояние от нижней части головки до конца резьбовой области в миллиметрах. Например, это может быть 8 миллиметров. Затем замеряется диаметр (ширина) резьбового участка в мм. Это может быть 4 миллиметра в поперечнике. Всегда нужно измерять главный диаметр, который представляет собой расстояние по всей резьбовой области от одной высокой точки резьбы до другой, вместо измерения низких точек, которые находятся друг напротив друга.
- Подключить измерения к стандартной метрической форме и начать с диаметра с буквой «М» перед ним. Затем добавить следующее поле. Далее следует длина резьбовой области в миллиметрах с «М» позади нее. Поэтому в этом случае измерение будет представлено в виде M4 X 0.4 X 8M.
Помимо линейки, можно применять дополнительные или альтернативные приспособления, чтобы определить шаг резьбы.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.

Государственные стандарты
ГОСТ 8724-2002
Государственный стандарт, содержащий нормы, определяющие требуемые параметры метрической резьбы, в том числе шаг и диаметр. Принят в 2002 году, с последующими редакциями, как аналог международного стандарта ISO 261-98. Текст ГОСТа практически повторяет текст международного, с одним отличием, диапазон ISO колеблется от 1 до 300 мм, данный стандарт расширен к диапазону от 0,25 до 600 мм. Последняя редакция текста была произведена в 2004 году и является действительной на сегодняшний день.
Норматив содержит отдельные параметры, которые можно также найти в других стандартах. Структура документа схожа с другими нормативами подобного типа. Вся информация структурирована в виде таблиц, содержащих требования к шагу резьбы и диаметру. Такая структура теста максимально удобна для понимания и использования.
Следует отметить, что нормативна информация распростятся на резьбу всех типов, будь она левая или правая. Стандарт устанавливает нормативное значение шагов метрической резь в диапазоне от 0,075 до 8 мм.
Документ состоит из:
- Предисловия. В котором указана общая информация о ГОСТе, кем и когда был принят, когда были внесены правки.
- Сфера применения. Указана информация о диапазоне нормативных требований к размеру и шагу.
- Ссылки на нормативы.
- Определения.
- Таблица диаметров и шага. Раздел сдержит таблицу нормативных показателей.
- Обозначение резьбы. Указаны нормы маркировки.
ГОСТ 24705-2004
Стандарт принят в 2004 году. Его нормы распространяются на все типы резьбы в соответствии ГОСТу 8724. Информация текста также структурирована в виде таблицы. Соответствует международному нормативу ISO 724:1993 с дополнениями в соответствии с эксклюзивными требованиями каждой страны участника Межгосударственного совета по стандартизации.
ГОСТ 9150-2002
Норматив, регулирующий требования к профилю, а именно к геометрическим параметрам. Принят в 2002 году и распространяются все типы резьбы. Текст ГОСТа тесно связан вышеуказанными нормативами.
ГОСТ 16093-2004
Принят в 2004 году. Регулирует нормативный допуск резьбы и маркировки, распространяется на разные типы. Последняя версия содержит положения международного стандарта.
Вышеуказанные нормативы применяются в комплексе, так как дополняют и ссылаются друг на друга.








