Разновидности аппаратов для сварки
Содержание:
- Лучшие универсальные сварочные инверторы
- Классификация сварочных полуавтоматов
- Основная классификация
- Полуавтоматы
- Начинаем варить
- Аппарат для газовой резки и сварки
- Генераторы
- Полуавтоматические аппараты MIG и MAG
- Аргонодуговая сварка
- Полезная информация
- Сварочные полуавтоматы
- Технические характеристики и критерии выбора лучших аппаратов
- Оборудование с трансформатором
- Виды сварочного оборудования
- Классификация сварочных инверторов
Лучшие универсальные сварочные инверторы
Рассматривая вопрос выбора сварочного аппарата для дома, нужно обратить внимание на эффективность, практичность, безопасность, легкость эксплуатации и иные немаловажные моменты. Именно на основе этих показателей мы составили обзор лучших универсальных моделей сварочных аппаратов
FoxWeld InverMIG 205 (TIG, МИГ/МАГ, MMA)
Это — маленький агрегат, который подходит для сварки различных видов металлов. Достоинством являются легкость в эксплуатации и небольшие размеры. Режимы переключаются при помощи тумблеров. Информация об установленных настройках показывается на двух дисплеях.
Функция регулирования индуктивности не позволяет металлу разбрызгиваться и помогает создавать ровные швы. Установленная защита от перегрузок увеличивает стабильность работы аппарата. Электропитание происходит от сети в 220 Вольт.
Плюсы:
- мягкость сварки;
- хорошая читабельность экрана;
- надежность и оптимальность длины кабелей;
- бесшумность работы.
В отзывах пользователи указывают, что через время можно услышать гул от вентилятора. И чтобы избавиться от подобной проблемы, его необходимо смазать.

СПЕЦ MAG170 Invertor
Это — бытовой прибор, который используется преимущественно для дачи. Размеры корпуса вполне можно назвать компактными (520х290х390 мм), поэтому оборудование свободно можно расположить в багажном отделении авто, что удобно при транспортировке. Устройство рассчитано на пустотелые или порошковые электроды. В комплектации находится держатель для них и горелка. Производительность аппарата достигает 75%, что весьма неплохо.
Преимущества:
- продолжительность включения при максимальной нагрузке – 55%;
- наличие возможности производить сварку газом;
- компактность размеров.
Недостатки:
- присутствие индивидуального держателя сопла;
- высокая вероятность погрешности при регулировке по шкале.

Сварог REAL МИГ 200
Фирма «Сварог» презентовала агрегат для ручной и аргоновый сварки. Оборудование имеет экран, который позволяет установить напряжение с точностью до 1 Ампера. Корпус защищается на углах прорезиненными втулками. Провод подсоединяется в байонетный разъем. Устройство работает с напряжением 10-200 Ампер.
Достоинства:
- качественный шов при любом напряжении;
- бесконтактный розжиг;
- наличие возможности снижения напряжения до 10 Ампер для соединения тонкий деталей;
- малый вес – 6,8 кг;
- присутствие в комплектации аргоновой горелкой;
- неплохая мощность, достигающая 4,84 кВт.
Недостатки:
- отсутствие возможности установить время предварительной подачи аргона;
- при переходе на ММА невозможно использование функции «Горячий старт»;
- неудобное расположение кнопки выключения (находится сзади).
Аппарат характеризуется стабильной работой при низком напряжении. Производить аргоновую сварку можно при входном токе в 160 Вольт.

РЕСАНТА САИПА-135
Агрегат используется для дуговой и полуавтоматической сварки. Во втором случае напряжение составляет 10-110 Ампер, а при ручном дуговом соединении — 30-110 Ампер. Диапазон входного тока насчитывает 140-270 Вольт.
Преимущества:
- демократичная стоимость;
- эргономичность;
- высокое качество изготовления;
- удобство настроек.
Из недостатков пользователи отмечают лишь короткий провод.

ELITECH ИС 200Н
Благодаря универсальности и мощности в 7,5 кВт изделие могут использовать сварщики-профессионалы. Оборудование рассчитано на длительную эксплуатацию при низком напряжении. В нем предусмотрен встроенный цифровой экран с точной регулировкой настроек. Напряжение можно задать в пределах 10-220 Ампер. Также установлена функция форсирования дуги и горячего старта, что незаменимо при работе.
Плюсы:
- наличие свойства антиприлипания;
- возможность производить газовую и ручную сварку;
- высокая точность регулировки;
- стабильность работы при снижении напряжения.
Из минусов выделяют невозможность отрегулировать дуговое форсирование.
Но, несмотря на это, если вы еще не решили, какой лучше купить сварочный аппарат, то присмотритесь к ELITECH. Число и значимость его достоинств в полной мере перекрывают единственный недостаток.

Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Основная классификация
Для соединения металлов разработано множество видов оборудования, которое отличается не только конструкцией, но и методом сварки. Сварочные аппараты могут быть следующих типов.
- Трансформаторы. С помощью данного типа агрегата переменное напряжение сети преобразуется в переменное, но с характеристиками, подходящими для сварки.
- Выпрямители. Агрегаты являются преобразователями переменного тока в постоянный, благодаря чему сварочная дуга становится более устойчивой, а сварочный шов – более качественным.
- Инверторы. Сварочный инвертор преобразует переменный ток в постоянный, после чего постоянный преобразуется в переменный высокочастотный, а на выходе снова выпрямляется, поскольку сварочная дуга на постоянном токе, как уже говорилось, более устойчива.
- Полуавтоматы бывают как трансформаторные, так и инверторные. На агрегатах вместо электродов используется специальная проволока, а сварка происходит в среде защитных газов. Аппараты способны варить как в режиме непрерывного горения дуги, так и в импульсном режиме. Такой способностью обладает инверторно-импульсный агрегат.
- Сварочные генераторы. Это комбинация сварочного аппарата (трансформаторного или инверторного) с генератором. Последний может иметь бензиновый либо дизельный двигатель. Данные устройства используются в местах, где отсутствует электроснабжение.
На сварочных аппаратах можно увидеть следующую аббревиатуру, относящуюся к токам, с которыми они работают:
- AC (англ. alternating current) – данными буквами обозначается переменный ток;
- DC (англ. direct current) – маркировка постоянного тока.
Методы сварки обозначаются следующими аббревиатурами.
- ММА (Manual Metal Arc) переводится как “ручная электродуговая сварка” (РДС). Это традиционный и самый распространенный способ соединения металлических изделий. В качестве присадки с аппаратами используются штучные электроды, имеющие защитное покрытие (обмазку).
- MAG (Metal Active Gas) – способ сварки, при котором происходит обдув дуги активным газом (обычно используется углекислота СО2). Данный способ применяется на полуавтоматах, использующих в качестве присадки электродную проволоку.
- MIG (Metal Inert Gas). При данном способе сварки используются инертные газы, такие как аргон, гелий и др. Метод MIG также используется на полуавтоматических сварочниках для соединения цветных металлов и нержавеющей стали. Для сварки используется проволока из различных металлов.
- TIG (Tungsten Inert Gas). В переводе с английского слово “Tungsten” означает “вольфрам”. Сварка происходит неплавящимся электродом в среде инертного газа. Возникновение дуги происходит между металлом и электродом из вольфрама. Присадка, в качестве которой используют металлический прут, подается непосредственно в место сварки, активно обдуваемое защитным газом.
- PAW (Plasma Arc Welding) – это плазменная сварка. Выполняется с помощью направленного потока ионизированной плазмы.
На фото ниже ПН аппарата равняется 60%. Это значит, что через каждые 6 минут работы устройства ему нужно давать на отдых 4 минуты.
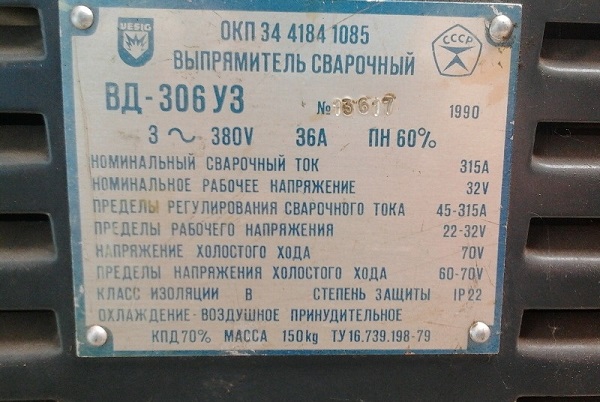
Но, как показывается практика, именно такой режим работы по умолчанию и получается у любого сварщика из-за технологических остановок (замена электрода или свариваемых деталей, перемещение в пределах рабочего места и т.д.).
Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.

Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.

Начинаем варить
Сначала устанавливаем правильную силу тока на инверторе. Помним, что в инверторных технологиях сварка переменным током – основной вид. Сила сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Находим удобную и устойчивую позу, одеваем маску и начинаем работу с отведенным локтем руки. Предплечье лучше обмотать кабелем. Если этого не сделать, по ходу сварки может устать рука, а кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбрать металлические заготовки не самого маленького размера – более 20-ти см, так будет удобнее. Как обычно делают новички: надевают маску, поджигают электрическую дугу и сразу же на одном вдохе пройти заготовку во всю длину шва.
Если ваша деталь короткая, и вы сварите ее на одном вдохе, у вас может сформироваться ненужная привычка варить шов на одном дыхании. Поэтому тренируйтесь на длинных деталях с правильным дыханием.
Теперь о расположении предметов во время работы. Заготовки лучше разместить на рабочем столе – горизонтальной поверхности. Электрод в держателе должен находится под прямым углом к плоскости стола, затем угол наклона должен составлять примерно 30°.
Теперь нужно поджечь дугу, чтобы перемещаться вдоль планируемого сварочного шва.
Сварку можно производить углом назад, в этом случае наклон в 30° идет в направлении шва. Если углом вперед – электрод наклоняется в обратную сторону от шва. Электрод нужно вести примерно как карандаш – на высоте 2-х мм от поверхности заготовок.
Нужно помнить, что при горении электрод укорачивается, поэтому за расстоянием над поверхностью нужно следить постоянно.
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение

Генераторы
Сварочные аппараты, самостоятельно генерирующие ток, предназначены для работы в полевых условиях при отсутствии источников электропитания. Представляют собой агрегаты, в которых трёхфазный генератор переменного тока объединён с приводным двигателем внутреннего сгорания.
Выходное переменное напряжение выпрямляется диодным мостом. Такими генераторами комплектуются специализированные машины технической помощи, мощные агрегаты монтируются на автомобильных прицепах.
Современная промышленность выпускает агрегаты мощностью до 10 кВт, габариты и вес которых позволяет перевозить их в багажнике легкового автомобиля.
Полуавтоматические аппараты MIG и MAG
Они используются для сварки плавлением в среде защитных газов. Первый работает с аргоном, гелием и другими веществами инертной группы. Поэтому и возникло название metal inert gas welding.Технология именуется MAW – Gas metal Arc welding.
Она исключает возникновение химических реакций во время расплава металла и имеет такие преимущества:
- отсутствие ядовитых паров;
- легкий розжиг и поддержка дуги;
- малый расход проволоки;
- возможность соединения тонких деталей.
В состав аппарата входят:
- генератор тока в виде инвертора или трансформатора;
- газовый баллон с редуктором;
- кабели и шланги;
- устройство подачи электрода.
Вторая разновидность работает в углекислом газе (metal active gas welding). Он дешевле инертного, поэтому сварка получается экономичнее. Только работать можно лишь с легированными и низколегированными сталями.
Аргонодуговая сварка
Название данного метода, как не сложно догадаться, происходит от газа, который используется в качестве защитного. Аргонодуговой сваркой можно создавать конструкции, соединяя между собой металлы, которые другими способами соединить не удается.

Отличительные особенности
Аргон тяжелее кислорода, поэтому он легко проникает в сварочную ванну и защищает ее от окисления кислородом. Сварка данным методом проводится как с использованием обычных, плавящихся электродов, так и вольфрамовых, которые не плавятся в процессе работы (метод TIG).
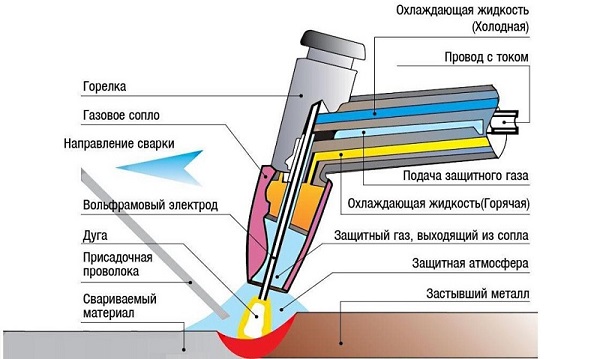
Сварка происходит следующим образом.
- Аргон подается в горелку и выходит через ее сопло.
- Между металлом, предназначенным для соединения, и электродом загорается электрическая дуга. Поскольку дуга имеет высокую температуру, начинают плавиться кромки соединяемых деталей.
- В место, где работает дуга, подается присадка, в качестве которой может выступать проволока. Подача оснастки может быть либо автоматической, либо ручной.
- Проволока, плавясь, заполняет промежуток между соединяемыми элементами, образуя шов.
- В процессе работы агрегата происходит охлаждение горелки водой через систему трубок, подведенных к ней.
Сфера применения
Аргонный метод сварки широко используется для соединения всех видов металлов. Но в большинстве случаев его применяют для сварки алюминия и нержавейки на станциях техобслуживания. Если требуется заварить радиатор или трубку в кондиционере, трещину в корпусе коробки передач, то лучшего способа, чем аргонодуговая сварка, не найти.
Кроме этого, аргоновый аппарат используют для сварки дюралюминия, чугуна, титана, меди, силумина и других металлов, в том числе цветных и сплавов на их основе. Еще сварочный аргонный аппарат применяют для соединения деталей сложной формы, например, при создании кованых изделий для интерьеров: ограждения каминов, предметы мебели, люстры, ворота и т.д.
Плюсы и минусы
К достоинствам аргонного агрегата можно отнести следующее:
- надежное и герметичное соединение;
- благодаря малому нагреву соединяемых частей не происходит тепловая деформация изделия;
- можно соединять разнородные металлы;
- работы по сварке материалов выполняются с высокой скоростью.
Недостатки аргонодуговой сварки:
- сложное оборудование;
- для работы с оборудованием требуются квалифицированные, опытные специалисты.
Полезная информация
Инверторные сварочные аппараты широко используются в быту и на производстве. Сварка поможет на даче сварить ворота или мангал, а на стройке скрепить водопроводные трубы или арматуру.
Инверторы популярны, потому что обладают множеством достоинств. Небольшие размеры и вес конструкции. Можно легко обучиться работе. Возможность регулировать силу сварочного тока от десятков до сотен ампер. Большой модельный ряд позволяет без проблем подобрать бытовые инверторы питанием от сети 220 В с диаметром электрода от 1,5 до 4 мм или профессиональные сварочные трансформаторы на 380 В и электродом от 2 до 6 мм.
Основные параметры
- Напряжение питания на 220 или 380 вольт, а также с возможностью работать в допустимом диапазоне. Например, 160-240 Вольт при нестабильном напряжении.
- Мощность инвертора влияет на максимальную толщину металла которую можно варить и расход электроэнергии. Не вся проводка выдерживает такую мощность и надо учесть стартовые токи.
- Сварочный ток зависит от толщины свариваемых деталей и диаметра электрода. Выбирается по максимальному значению.
- Процент нагрузки ПН в процентах показывает интервалы времени между работой и отдыхом при максимальном токе. Чем выше значение, тем дольше можно варить без перерыва.
- Режимы работы MMA и TIG. Чаще всего бытовые аппараты постоянного тока работают по методу MMA — ручная дуговая сварка электродом. Варят большинство видов металлов. Некоторые инверторы варят ещё и в TIG режиме — ручная аргонодуговая сварка вольфрамовыми электродами. Используют при сварке цветных металлов.
Характеристики и описания
- Сварочный ток и диаметр электрода — определяют возможности сварочного аппарата по работе с металлом разной ширины. При максимальной силе тока 200 А можно работать с материалом толщиной не более 5 мм.
- Напряжение питания — инверторы подразделяются на работающие в однофазной или трехфазной сети.
- Вес аппарата — при одинаковых характеристиках сварочный инвертор от одного производителя может быть легче, чем от другого.
- Мощность сварочного аппарата следует выбирать с запасом на будущее, так как в дальнейшем вам может понадобиться варить металл большей толщины.
Специальные функции, помогающие в сварке
- Форсаж дуги Arc Force автоматически увеличивает силу тока и уменьшает вероятность прилипания при резком приближении электрода к поверхности металла.
- Горячий старт Hot Start даёт лёгкий розжиг дуги, что упрощает сварку плохими электродами или соединяемыми деталями.
- Антиприлипание Antistick срабатывает при касании электрода с деталью. Автоматически снижает силу тока и не даёт электроду прилипнуть. Если разорвать прилипание то ток снова подаётся.
Сварочные полуавтоматы
Сварка полуавтомат, это те аппараты, которые успешно применяются в быту, работающие, как при помощи инертного газа, так и без него.
Их цена довольно высока и достигает 60 000 рублей. Однако про каждый из них можно сказать, что это – универсальный сварочный аппарат.
С их помощью быстро и результативно можно проводить любую сварку алюминия и железа. Для работы с железом, используется углекислый газ, а для работы с алюминием – аргон.
Все перечисленные аппараты объединяет общая часть – это источник питания. Он способен преобразовывать сетевой ток в сварочный. Производители обычно источник питания размещают в металлическом корпусе, который прочен и обязательно при работе должен быть заземлен.
Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.
Оборудование с трансформатором
Это самый старый вид сварочного аппарата. Однако из-за простоты устройства его до сих пор используют на предприятиях и в домашних условиях.
Состоит из:
- сердечника;
- первичной и вторичной обмотки;
- корпуса.
На выходе образуется переменный ток. Во время сварки металл разбрызгивается во все стороны, что отрицательно сказывается на качестве шва.
Из преимуществ выделяют:
- простоту конструкции, использования и обслуживания;
- надежность;
- низкую стоимость;
- КПД до 90%.
Среди недостатков:
- большие габариты и вес;
- повышенный расход электроэнергии на разогрев аппарата и дополнительный вентилятор охлаждения;
- зависимость от качества питания – снижение напряжения в сети прямо пропорционально влияет на выходной ток;
- для работы нужны навыки сварщика; новичкам сложно удержать качественную дугу.
Виды сварочного оборудования
Специалисты используют механизмы следующих разновидностей:
-
- Сварочные трансформаторы. Своеобразная классика среди сварочных аппаратов. Трансформатор – надежный и простой прибор. Работая им, можно соединять толстые стальные листы, ведь силы сварочного тока трансформатора для таких целей вполне достаточно. Трансформатор преобразуется напряжение сети в низкое. Сейчас инверторы встречаются намного чаще, чем трансформаторы. Тем не менее, бывалые сварщики по-прежнему ценят трансформаторы. Это оборудование используется для ручной дуговой сварки с электродами. Большой вес и немалые габариты, из-за которых с перемещением возникнут сложности, считаюся недостатками. Неопытные сварщики могут также столкнуться с нестабильным горением дуги.
- Сварочный инвертор. Сварочный аппарат нового поколения, с которым могут работать сварщики-новички. Компактность, много параметров и хороший выбор агрегатов на рынке — вот основные достоинства инвертора. Инверторы, которые предназначены для сварки в среде защитных газов, называют полуавтоматами. Функции «форсаж дуги», «горячий старт» и «антизалипание» есть почти во всех современных инверторах.
- Сварочные генераторы. Инвертором можно осуществить несложный ремонт и быстро приварить небольшую деталь, но без электроэнергии он полностью бесполезен. Бензиновый или дизельный генератор решает эту задачу, обеспечивая автономное электроснабжение, что актуально при строительных работах в той местности, где нет электрической сети. А сварочный агрегат – это генератор и сварочный аппарат в одном корпусе. То есть, для работы с оборудованием сварки необязательно наличие электросети. Прибор работает на одном топливе. Он недорогой и компактный, к тому же качество швов, получаемых при использование генераторов достаточно высокое. Но чтобы использовать аппарат в полной мере, потребуется купить выпрямитель.
- Сварочные выпрямители. Оборудование называют классикой сварного дела наравне с трансформаторами. Выпрямители преобразовывают переменный ток в постоянный, который затем используется для создания сварного шва. В этом и есть их особенность. Обычно оборудование такого типа состоит из силовой части и выпрямительного блока, а также защитных, пусковых и регулировочных элементов.
- Сварочные автоматы дуговой сварки. Достоинство выпрямителей – надежность и мощность. Отсутствие электроники снижает вероятность поломок. При желании такой аппарат можно собрать в домашних условиях.
- Сварочные автоматы. Автоматика позволяет значительно уменьшить трудовые затраты. Автомат также помогает работнику контролировать правильность создания шва. Электроды при автоматической сварке не требуются, вместо них используется присадочная проволока, которая подается автоматически в рабочую область.
Классификация сварочных инверторов
Итак, переходим теперь непосредственно к теме – как выбрать сварочный аппарат (инвертор). В классификации прибора три вида:
- Бытовой, который нас интересует. Его сила тока варьируется в диапазоне 100-200 ампер. Оптимальный вариант выбора для начинающих сварщиков.
- Профессиональный. Здесь сила тока варьируется от 200 до 300 ампер. Такие модели в основном используются работниками ЖКХ и сотрудниками мелких фирм и цехов.
- Промышленный. Диапазон силы тока – 250-500 ампер. Такие сварочные агрегаты применяются там, где необходим высококачественный сварной шов. Поэтому их используют в строительстве, в работах, связанных с прокладкой трубопроводов, работающих под средним и высоком давлением.
Разобравшись с видами сварочных аппаратов для ручной сварки, переходим к обозначению их преимуществ перед другими.
Небольших размеров бытовая модель Источник fgpip.ru








