Плазменная резка металла: что это такое, принцип и схема работы резака
Содержание:
- Принцип работы
- Эксплуатационные преимущества аппарата
- Как устроен плазморез
- По каким критериям выбирать инструмент
- Преимущества технологии
- Достоинства и недостатки плазменной резки
- Плазменная резка – что это такое
- Плазморез: виды и предназначение
- Техника плазменной резки металла
- Плазморезы с ЧПУ
- Принцип работы плазмореза
- Особенности технологии
- Как правильно выбрать инструмент для плазменной резки
Принцип работы
Оператор активирует источник питания, ток проходит к электроду. После образуется дежурная сварочная дуга с температурой 6000-8000℃. Между электродом и деталью она появляется не сразу.
В камеру сопла поступает сжатый воздух, проводящий разряд тока. Проходя через сопло, он нагревается и ионизируется. Создается плазма, которая вылетает из отверстия со скоростью 2-3 м/с. Температура разогретого газа достигает 30000℃.
После соприкосновения плазмы с поверхностью дежурная дуга отключается, активируется рабочая среда. Начинается плавление металла. Частицы сдуваются потоком воздушных масс.
Эксплуатационные преимущества аппарата
Почему ведущие крупномасшатбные предприятия и профессиональные мастера приобретают именно станки плазменной резки металла с ЧПУ и отказываются от лазерной, гидроабразивной и традиционной газокислородной технологий? Всё это благодаря уникальным эксплуатационным преимуществам:
- плазма на станке позволяет резать металл идеально ровно и точно, при этом на месте среза не остаются наплыв, грат и другие дефекты. Кромка после плазменной резки не нуждается в дополнительной обработке;
- зона реза не нагревается сильно, термическое воздействие совсем небольшое, благодаря чему исключается деформация даже очень тонкого металла;
- безопасность при работе и минимальный уровень загрязнения окружающей среды;
- возможность работы практически с любыми металлами (чугун, алюминий, нержавейка, титан и т. д.). При смене материала для резки нужно всего лишь выставить нужную мощность и давление воздуха, нет необходимости менять плазмотрон;
- производительность плазменных агрегатов выше в разы, чем, например, у газокислородных;
- невосприимчивость к поверхности металла (она может быть загрязнена, с элементами ржавчины или даже покрашена);
- расширенные возможности для нормирования технологических процессов.
Экономическая составляющая зависит от ряда факторов, среди которых толщина и вид металла. Покупка станка оправдана при постоянной работе:
- с алюминием, включая сплавы на его основе (до 12 см);
- меди (до 8 см);
- легированных и углеродосодержащих сталей (до 15 см);
- чугуна (до 9 см).
В плане этих задач плазма лидирует даже в сравнении с лазерными станками. Хотя стоит заметить, что с тонкими металлами и сложными фигурными вырезами лазер справляется лучше. А для особо толстых (до 500 мм) больше подходит кислородная технология. Зато лазер режет медленней и плохо справляется с алюминием и нержавейкой, а, например, водно-абразивные приборы стоят дорого и не могут работать с ржавеющими металлами.
У всех есть свои преимущества и недостатки. И мало какой производственный объект будет оснащать цеха станками нескольких типов. Т.е. плазменное оборудование – наиболее оптимальное и универсальное решение.
Для решивших купить станок плазменной резки металла с ЧПУ цена – не главный критерий. А она, кстати, очень даже немаленькая, особенно для портальных установок (но обычно ниже лазерных). Всё же решающим фактором для многих является производительность и качество реза, от которых напрямую и зависит окупаемость оборудования. Соответственно, учитывая качественные характеристики, продуктивность и экономность, цену также можно отнести к преимуществам.
Как устроен плазморез
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
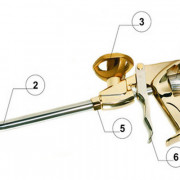
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
-
Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
не должен быть больше 10 – 50 градусов
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
По каким критериям выбирать инструмент
Таблица сравнения некоторых видов плазморезов.
Когда человек, никогда ранее не имеющий дела с подобным инструментом, решает себе его приобрести, естественно, возникает масса вопросов о том, какие критерии определяют его качественность, на какие функциональные возможности следует особенно обращать внимание и на каком из большого разнообразия плазморезов остановить свой выбор. Опытные специалисты и пользователи советуют новичкам прежде всего обращать внимание на такой параметр, как «универсальность»
Функции, которые будет выполнять плазморез, можно узнать исходя из пометки на самом аппарате. К примеру, пометка CUT означает, что функции ограничены только разрезкой металлов. Однако универсальные инструменты могут содержать в себе сразу несколько таких аббревиатур, быть многофункциональными. Вот примеры некоторых из них:
Опытные специалисты и пользователи советуют новичкам прежде всего обращать внимание на такой параметр, как «универсальность». Функции, которые будет выполнять плазморез, можно узнать исходя из пометки на самом аппарате
К примеру, пометка CUT означает, что функции ограничены только разрезкой металлов. Однако универсальные инструменты могут содержать в себе сразу несколько таких аббревиатур, быть многофункциональными. Вот примеры некоторых из них:
- TIG – аргонодуговая сварка;
- MMA – дуговая сварка с использованием штучного электрода.
Но не следует забывать, что многофункциональность аппарата скажется на качестве каждого отдельного процесса, поэтому если плазменный резак в вашей работе часто необходим для использования, то следует приобрести несколько плазморезов с различными функциями.
Преимущества технологии
Резка плазмой обладает преимущественными характеристиками перед другими методами обработки металлических изделий. Технология регулярно совершенствуется, что позволяет получать детали с высокой точностью реза.
К достоинствам относятся:
- Универсальность – выполняется обработка любых видов металлов, благодаря выбору оптимального режима. Материал не нуждается в предварительной подготовке, допускается наличие ржавчины, грязи или краски.
- Точность – в отличие от обработки изделий болгаркой или газорезкой на заготовке не остаются наплывы, заусенцы. Рез остается чистым, последующая чистка и устранение дефектов не требуются.
- Возможность выполнения различных геометрических фигур. Плазморез легко справляется с раскроем материала, формируя сложный рез.
- Безопасность – отсутствие горючих газов делает процесс реза металла безопасным.
- Отсутствует риск искривления полуфабриката – металл разогревается в малом радиусе, поэтому риск деформации деталей минимальный.
Аппараты просты в использовании, оборудование не нуждается в предварительных настройках подачи горючего газа, струи кислорода. Запуск прибора происходит нажатием одной кнопки.
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Плазменная резка – что это такое
Резка металла представляет собой технологический процесс разделения монолитного элемента на части. Для этого могут использоваться механический способ, то есть рубка или распиливание, гидроабразивный, где обработка производится за счет суспензии из воды и абразива, а также термический способ или нагрев. Под термической обработкой понимается газокислородная, лазерная и плазменная резка металла.
Что такое плазменная резка? Это технология обработки изделий из металла, при которой роль резака играет струя плазмы.
Плазма – это поток ионизированного газа, нагретого до температуры в несколько тысяч градусов. В таком потоке присутствуют отрицательно и положительно заряженные частицы. Ему присущи квазинейтральные свойства, то есть в бесконечно малом объеме суммарный заряд уравновешивается и оказывается равен нулю. Однако за счет наличия свободных радикалов плазма способна проводить электричество.
Благодаря сочетанию таких свойств плазмы, как высокая температура, способность проводить электричество и скорость потока, превышающая скорость звука, в XX веке удалось разработать устройство для плазменной резки.
Если говорить проще о том, как работает плазменная резка, то речь идет о нагреве металла струей плазмы при помощи плазмореза. Этот аппарат создает между соплом резака и обрабатываемым металлом электродугу, температура которой доходит до +5 000 °С. Однако эффективная обработка при таком нагреве невозможна. Чтобы добиться результата высокого качества, в рабочую зону дополнительно подается газ – именно он формирует плазму температурой до +30 000 °С.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Помимо того, что плазма очень горячая, она выходит из сопла со скоростью 1 500 м/с, за счет чего удается без труда резать металл. Стоит отметить, что подобная обработка отличается высокой точностью и аккуратностью, поэтому современная промышленность все чаще отдает ей предпочтение.
Плазморез: виды и предназначение
Узнать, какой именно вид резака вам стоит выбрать, можно исходя из того, в какой конкретно среде вам предстоит работать. Различные виды этого инструмента предполагают совершенно разную схему их строения, различное зажигание дуги и разную мощность систем охлаждения. Ниже представлен список основных видов плазменных резаков:
Виды плазменных резаков.
- резаки, предназначенные для работы с инертными, а также восстановительными газами (к примеру, гелий, аргон, азот, смеси водорода);
- для газов, которые имеют окислительные свойства, в их составе имеется кислород;
- резаки, которые будут работать со смесями из нескольких газов;
- плазморезы, работающие с помощью газожидкостных стабилизаторов;
- резаки, работающие с водой и магнитной стабилизацией (они рассчитаны на очень узкий круг использования и в свободной продаже их найти невозможно).
Если определять плазморезы не по видам газов, с которыми они работают, то можно составить следующую классификацию:
- трансформаторный плазморез (инструмент, который имеет возможность производить разрезку листового металла, имеющего толщину, не превышающую 40 мм);
- инверторный плазморез (в свойства данного вида резака входит экономия электроэнергии, но максимальная толщина металла при работе с ним не может превышать 30 мм).
Сила тока плазмореза для резки различных материалов.
Плазморезы можно разделить еще на 2 вида: это контактные и бесконтактные резаки. Исходя из названия, можно понять отличие в принципах их работы: первым нужен «контакт» с обрабатываемым материалом, то есть прикосновение резака к металлическому листу. Такие приспособления могут резать листы, толщина которых не превышает 15-16 мм. Бесконтактные плазморезы в подобном не нуждаются и рассчитаны на более сложную работу: они могут резать металл, достигающий по своей толщине 80 мм.
Еще одно немаловажное разделение этих приборов происходит за счет количества потребляемого электричества. По этому свойству плазменные резаки бывают:
- бытовыми (минимальная энергосеть может включать в себя 220 В);
- промышленными (такие резаки еще называют профессиональными, и они не могут работать с мощностью меньше 380 В).
Однако при приобретении плазменного резака, важно помнить, что даже если вы остановили свой выбор на самом слабом по мощности плазморезе, вам стоит ожидать, что он будет обладать мощностью не менее 4 кВт, и такая нагрузка может оказаться слишком большой для вашей сети
Также следует обратить свое внимание на то, что работа с резаком требует, помимо прочего, подключения к сети компрессора, поэтому нагрузка возрастает еще больше
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм — в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм — в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм — азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм — в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемыйматериал | Параметры режима | ||||||
| Толщина(мм) | Диаметрсопла(мм) | Силатока(А) | Напряже-ние (В) | Расходвоздуха(л/мин) | Скоростьрезки(м/мин) | Средняяширинареза(мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.
Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
Принцип работы плазмореза
температуры на уровне 30000°C
Любой плазморез оснащен плазмотроном. Речь идет о плазменном резаке, подключенном кабелем и шлангом к основному аппарату. Все плазмотроны могут иметь прямое либо косвенное действие. В первом случае заготовка включается в электрическую цепь. Если же планируется обработка неметаллических деталей, то подойдет изделие косвенного действия.
Возможности плазмотрона зависят непосредственно от сопла. Изделия с большим диаметром могут пропускать значительное количество воздуха, а значит, скорость нарезки будет значительной. Чаще всего при плазменной резке применяются сопла диаметром до 3 мм. Длина элемента составляет 9–12 мм. Если использовать действительно длинное устройство, то качество среза будет очень высоким, однако само сопло может быстро износиться. Оптимальным считается показатель, превышающий диаметр в 1,5 раз.
Внутри плазмотрона расположен металлический стержень, выполненный из гафния. Этот элемент выступает в роли электрода.
В процессе плазменной резки часто используется исключительно воздух, представляющий собой защитный и плазмообразующий газ одновременно. При этом возможно незначительное окисление поверхности. Чтобы избежать такого последствия, в некоторых промышленных агрегатах может дополнительно использоваться кислород, гелий, водород и прочие газы.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.
Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется между электродом и наконечником, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом для резки. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона резги начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.
Как правильно выбрать инструмент для плазменной резки
Любой работавший с плазменной резкой сварщик отметит, что чем выше сила подающего на электрод тока, тем быстрее проходит процесс. Но есть определенные условия, на которые влияют и другие параметры оборудования.
Тип металла и толщина среза. От этих параметров будет зависеть выбор оборудования, с которым придется работать. А именно такой параметр, как сила тока. Внизу таблица соотношений.
| Вид металла | Сила тока для резки металлического листа толщиною 1 мм, А |
|---|---|
| Цветные металлы | 6 |
| Черные металлы и нержавейка | 4 |
Чтобы разрезать медный лист толщиною 2 мм, потребуется резак плазменный с силой тока 12 А. И так далее.