Все о порошковой краске по металлу
Содержание:
- Преимущества и недостатки метода
- Электростатическое напыление
- Требуемое оборудование
- Выбор краски
- Отличия полиэфирных и эпоксидных порошковых красящих смесей
- Преимущества полимерной краски
- Необходимое оборудование
- Требуемое оборудование
- Оборудование для домашнего использования
- Процедура нанесения красящего средства
- Оборудование для порошковой покраски: выбор и самостоятельное изготовление
- С чего начать?
- Технология покраски поэтапно
- Общие сведения
- Методы работы с порошковой краской
- Как выглядит камера полимеризации
Преимущества и недостатки метода
Достоинства технологии порошковой покраски металла:
- экологичность красящего состава.
- минимальная усадка благодаря отсутствию растворителя;
- большой выбор цветов;
- высокая механическая устойчивость окрашенных поверхностей;
- привлекательный вид.
Недостатки:
- Для покраски больших заготовок нужно покупать крупногабаритную печь.
- Невозможно нанести тонкий слой покрытия.
- Порошок плавится только при высокой температуре. Из-за этого технология не подходит для окрашивания пластиковых, деревянных заготовок.
Окрашивание металлических элементов (Фото: Instagram / ooo_pc_alvit)
Электростатическое напыление
Технология порошковой окраски электростатическим напылением.
Рис. 1 – Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски – электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
Рис. 2 – Эффект клетки Фарадея
Эффект клетки Фарадея – результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
Рис. 3 – Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
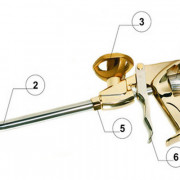
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Выбор краски
Какую краску выбрать – это один из основных вопросов, которым задается маляр в начале своей карьеры.
Существует 4 вида порошковой краски: полиэфирная, эпокси-полиэфирная, эпоксидная и полиуретановая.
Первая предназначена для наружного применения и окраски изделий, подвергающихся ультрафиолетовому излучению. Она выдерживает большие атмосферные нагрузки.
Эпокси-полиэфирной краской лучше всего окрашивать металлические изделия, которые будут находиться внутри помещения.
Эпоксидную краску стоит использовать для окраски материалов, подвергающихся воздействию химикатов и коррозионно-активных сред.
Полиуретановая краска применяется для защиты поверхности и придания ей определенной структуры.
Отличия полиэфирных и эпоксидных порошковых красящих смесей
Если изделие будет использоваться на открытом воздухе, то лучше работать с полиэфирными красками. Они дают более стойкий цвет, повышенную атмосфероустойчивость и являются особо прочными. При большом проценте акрилатов в составе смеси, повышается устойчивость к щелочам. Поверхность может быть глянцевой или матовой. Основное применение – машиностроение.

Краски, в основе которых эпоксидные смолы, применяются для внутренних конструкций. Востребованы они в радио и электротехнике, где могут работать в качестве электроизоляции. Использование таких составов на открытом воздухе ограниченно.

Со временем появились оборудование, которое дало возможность дома самостоятельно работать с красящими порошками.
Преимущества полимерной краски
Печь для полимеризации представляет устройство нагрева для работы с порошкообразной краской. Красящий слой наносится путём плавления. При определённой температуре порошковая краска начинает плавиться.Температура полимеризации — 100 градусов и выше. Она образует вязкую плёнку, смачивающую поверхность подложки.
Длительность процесса способствует тому, что красящее вещество проникает во все отдалённые места, заполняет неровности. Покрытие обладает максимальной адгезией. Такой эффект трудно получить при окраске обычными способами. Преимущества порошковой краски очевидны: безвредность, экономичность, возможность повторного использования.
Необходимое оборудование
Хотя количество необходимых инструментов и приспособлений зависит от масштабов работ, обязательно наличие следующего:
- Окрасочная камера. Позволяет выполнить порошковую покраску качественно, избегая постороннего воздействия. При производстве она дополнительно оснащается рекуператором, который отвечает за сбор оставшегося порошка, что значительно снижает расходы. В последующем частички проходят фильтрацию.
- Пульверизатор. Он бывает ручной и специальный промышленный для больших объемов работ. Альтернативой может служить компрессор, который дополнительно снабжается фильтром высокого давления.
- Печь. В ней происходит плавление нанесенных частиц.
Естественно, крупные производства имеют специальные системы подвесов и доставки, что облегчает работы и ускоряет темп.
Какой бы способ нанесения состава не использовался на финишном этапе деталь обязательно прогревается в печи
Требуемое оборудование
Для того чтобы процесс самостоятельной покраски практически не отличался от заводского, необходимо выбрать подходящее место, где будут проводиться работы.
Когда помещение найдено, нужно собрать и подготовить необходимое оборудование:
- печь для полимеризации (сушки);
- источник постоянного напряжения (около 25 кВ);
- распылитель порошковой краски (пистолет);
- ЛКМ.
В работе не помешает аккуратность и небольшой опыт. Но если его нет – не беда, действуя по инструкции, можно избежать большинства ошибок и получить вполне приличный результат.
Изготовление печи
Полимеризация – важный этап в отвердении порошковой краски. Если этот пункт работ опустить, ЛКМ не будет держаться на металлических поверхностях. Поэтому такое оборудование, как печь – ее еще называют камерой полимеризации – необходимо в первую очередь. Вещь эта дорогостоящая, поэтому можно сделать ее своими руками, из подручных материалов. Нам понадобятся (камера полимеризации будет иметь размеры 2х1х1 м):
- профильная труба;
- негорючая теплоизоляция (плита базальтовая);
- листовой металл (можно заказать по размерам);
- тангенциальный вентилятор;
- ТЭНы.
Инструкция по сборке печи состоит из следующих шагов:
- Сварите из профиля каркас.
- Заложите в него утеплитель.
- Листовым металлом зашейте стены. Снаружи отделайте все гипсоволокном.
- Для конвекции в камере установите тангенциальный вентилятор, наварив ему узкий выход и широкий вход.
- Вентилятор вставьте в камеру. Он будет забирать воздух вверху, прогонять его через ТЭНы, выгонять внизу, а затем распределять по всему объему камеры.
- ТЭНы установите вдоль параллельных стенок и соедините по распределению на фазы.
- ТЭНы закройте, оставляя открытым вентилятор, основная часть которого должна располагаться вне камеры (чтобы не оплавить обмотку).
- Установите электрощит. Правда, эту работу лучше поручить специалисту.
Полученное оборудование – камера полимеризации – будет иметь мощность 12 кВт на разогреве и 6 кВт в работе.
Важно! Энергоносителем в таких печах просушки порошковой краски может быть не только электричество, но и природный газ, и дизельное топливо
Покрасочный инструмент – пистолет
Чтобы нанести порошковую краску на изделие, требуется специальное устройство. Это электростатический краскопульт или трибостатический порошковый распылитель. Но покупать дорогостоящее оборудование ради редкого использования не целесообразно. Так как в нашем случае все изготавливается своими руками в домашних условиях, такое устройство можно смастерить минут за 10. Такой пистолет прост в использовании, дешев и практичен. Переход с одной краски на другую занимает несколько секунд.
Конструкция и комплектация пистолета для порошковой покраски
Как сделать пистолет для порошковой краски:
- Возьмите обычную пластиковую 1,5-литровую бутылку. Главное, чтобы она была сухая и чистая.
- Заполните ее на 1/3 порошковой краской, закрутите металлической пробкой.
- Проделайте в пробке маленькие отверстия. Чем больше отверстий, тем качественнее будет нанесение. Зачистите пробку снаружи от заусениц, оставшихся после прокалывания.
- Подключите к пробке плюсовой провод от источника высоковольтного напряжения.
Для этой цели нужен преобразователь, который сможет выдать 25 000 вольт постоянного тока. Такие используются в электрошокерах, зажигалках для газовых плит, котлах и колонках. Они могут работать от батареек или аккумуляторов, преобразовывая 3-6 вольт в нужные 25 кВ.
Соблюдайте осторожность при работе с высоким напряжением. Лучше доверить сборку преобразователя квалифицированному электрику
После всех манипуляций получается вполне приличный пистолет.
Мелочи, без которых не обойтись
Перед началом окраски нужно тщательно позаботиться о том, чтобы все операции проходили при идеальных условиях:
- Необходимо отличное освещение. Используйте лампы дневного света. К обычной лампе порошковая краска отлично прилипает.
- Нужна хорошая вентиляция с двумя моторами (на вход и выход). Дополнительно придется надеть марлевую повязку, а лучше профессиональный респиратор.
- Придется изобрести способ сбора остатков порошковой краски. На начальных этапах используйте старый мощный пылесос.
Когда все тщательно подготовлено, можно приступать к покраске своими руками нужных деталей.
Оборудование для домашнего использования
Для того, что бы покраска малогабаритных деталей и изделий была достаточно хорошего качества, нужны:
- специально оборудованная камера или помещение (в зависимости от габаритов изделия). Должно быть максимально очищено от пыли – нужен пылесос с насадкой «циклон»;
- качественный источник электричества, выдерживающий большие нагрузки;
- для сушки (полимеризации) – печь. Для мелких изделий можно использовать бытовую электрическую духовку с температурным режимом до 300 гр С, (готовить в ней пищу запрещено);
- электростатический пистолет для распыления, работающий под давлением не менее двух атмосфер;
- компрессор (давление до пяти атм.);
- спецодежда, респиратор, перчатки, очки.

Процедура нанесения красящего средства
Покраска изделий выполняется в специально подготовленной камере, к которой подключен компрессор для выкачивания воздуха. Габаритные объекты окрашиваются в помещениях проходного типа, а небольшие – в тупиковых камерах. На более технологичном производстве краска наносится специальными пистолетами, управляемыми людьми снаружи.
Процесс должен проходить в специальной герметичной камере
Вся процедура распыления выполняется при помощи пистолета. В нем частицы краски заряжаются, после чего распыляются на поверхность изделия и прилипают. Алгоритм работы выглядит следующим образом:
- В специальном бункере краска перемешивается с воздухом. Для регулировки пропорции применяются вентили;
- Смесь проходит сквозь распылитель, оборудованный высоковольтным источником;
- В результате положительно заряженные частицы распыляются по изделию и быстро схватываются с его поверхностью.
Во время работы системы откачки воздуха высасывают из камеры не успевшие зарядиться частицы. Снаружи они попадают в специальный бункер, чтобы их можно было использовать еще раз или утилизировать.
Оборудование для порошковой покраски: выбор и самостоятельное изготовление
Многие необходимые инструменты и приспособления можно изготовить своими руками. Это позволит значительно сэкономить, но потребует много сил и времени. Для получения оптимального результата некоторое оборудование рекомендуется приобретать.
Распылитель
Распылитель является одним из важнейших инструментов, от качества напыления зависит то, каким получится покрытие. Поэтому лучше отказаться от самостоятельного создания приспособления и отдать предпочтение готовым вариантам. Принцип окрашивания заключается в том, что частички краски, проходя через пистолет, приобретают определенный заряд.
Прибор бывает двух основных видов:
- Электростатический. В нем частички заряжаются от постороннего воздействия. С его помощью можно красить любыми видами порошковых составов.
- Трибостатический. Этот вариант более простой, частицы приобретают заряд за счет быстрого вылета из сопла и трения между собой. Такой метод напыления требует соблюдения определенных условий, на качество покрытия оказывает влияние влажность. Также необходимо правильно рассчитать длину подсоединенного шланга, которая зависит от мощности компрессора.
- Интересный вариант – пистолет «Старт», особенно с серийным номером 50. Такая разновидность универсальна и сочетает в себе обе технологии нанесения краски. С этой целью прибор снабжается дополнительной трубкой для трибостатического напыления.
- Более доступным является «Лидер». Он позволяет выполнять работы в домашних условиях. Отличается небольшим расходом краски.
- Для профессиональных процессов и масштабного производства отличным решением будет оборудование марки «Тесла». Стоимость такой установки значительно превышает предыдущие варианты, но обеспечивает комфортный уровень работы.
Камера окраски
Покрасочную камеру можно изготовить самостоятельно, для этого не потребуются сложные материалы. Но многие мастера считают, что от этого участка можно отказаться. Действительно, если мероприятие проводится единожды, то достаточно подготовить удобное и чистое место, которое закрывается плотной полиэтиленовой пленкой. Но при постоянных работах такое приспособление будет нелишним.
Алгоритм создания камеры:
- Сваривается каркас нужного размера, для этого используется металлический профиль. Если покраска будет проводиться в специальном помещении, то при наличии свободного места камеру делают стационарной. Создаваемый бокс должен быть достаточно просторным.
- С внешней стороны профиль обшивается листами железа, с внутренней укладывается теплоизоляция. Необходимо добиться предельной герметичности, что позволит сохранить большую часть неиспользуемого порошка.
- Для лучшего сбора краски пол рекомендуется сделать решетчатым.
- Отдельно предусматривается принудительная вентиляция.
Упростить задачу можно, расположив покрасочный участок вдоль одной из стен помещения. Смежные поверхности обшиваются листами железа, место подвеса располагается на некотором удалении от стены, а под ним размещается контейнер для частичного сбора состава. Пространство закрывается плотным занавесом.
Именно печь – один из самых важных элементов при выполнении порошковой покраски. Она необходима для расплавления нанесенных на поверхность детали частиц состава. Важным условием является выбор оптимальной температуры. Суть процесса полимеризации заключается в том, что нагреть нужно не поверхность, а полностью изделие, которое подвергается обработке.
Изготовление печи
Изготовление такого устройства – не самая легкая процедура. Подробный алгоритм процесса включает несколько этапов.
Подготовка необходимого материала
Для создания печи потребуется:
- сварочный аппарат;
- болгарка;
- дрель с насадками по металлу;
- ножницы.
- плиты базальтовой ваты толщиной 100 мм;
- металлический профиль размером 5*2 см;
- оцинкованные листы стали;
- тангенциальный вентилятор;
- тэны (для камеры шириной и глубиной 100 см при высоте 200 см потребуется 12 шт.);
- термодатчики и блок контроля.
С чего начать?
Как и любой бизнес, создание покрасочной мастерской потребует тщательного изучения рынка и расчет первоначальных вложений. Поэтому первым шагом должно быть создание бизнес-плана.
Организационные вопросы
- изучение спроса на услуги окраски;
- расчет стоимости оборудования;
- юридическое оформление бизнеса;
- аренда помещения.
Прежде всего, определитесь, какие изделия вы будете красить. Если это будет порошковая окраска небольших деталей, изделий художественной ковки или дисков, то для них не потребуется крупногабаритного оборудования. Его можно разместить и в собственном гараже.
В любом случае, в помещении нужно предусмотреть склад расходных материалов и готовой продукции.
Если линия порошковой окраски небольшая, и вы считаете, что на первых порах справитесь со всем самостоятельно, нет необходимости в найме персонала.
Технология покраски поэтапно
Процесс окрашивания включает 3 последовательных этапа. Каждый из шагов имеет решающее значение. На раннем этапе подготовки необходимо сделать все работы, которые обеспечат равномерное стойкое окрашивание. Полимеризация, являющаяся заключительным этапом, требует использования специальных приспособлений.
Подготовка
Подготовительный этап основан на тщательном зачищении поверхности, выбранной под покраску.
Чтобы правильно подготовить зону обработки, используют несколько приемов:
- сначала деталь зачищают с помощью тряпки;
- затем наждачной бумагой обрабатывают места, подверженные коррозии;
- после этого наносят обезжириватель;
- следующий прием – грунтование;
- после грунтовки на деталь наносят пассивированный слой.
Внимание! Детали сложного строения со следами сильной коррозии замачивают в щелочи на 2-6 часов
Покрытие детали порошковым покрытием
Порошкование – средний этап. Покрасить детали удастся только при условии соединения поверхности с минусовым проводом, который даст реакцию в результате взаимодействия с плюсовым проводом, подсоединенным к пробке бутылки.
Бутылка должна быть поднесена к поверхности на расстоянии не меньше 20-30 миллиметров. Всю поверхность покрывают порошкообразным составом, остатки от покрытия при этом рекомендуют собирать на подстеленную заранее газету или клеенку.
Полимеризация
Процесс полимеризации проходит при соблюдении определенных условий. Для создания оптимальной среды необходима полимеризующая камера. Механизм полимеризации основан на методе нагревания детали до такой температуры, при которой порошок начинает образовывать прочное сцепление с поверхностью. Деталь размещают в камере до максимального нагревания, затем оставляют на некоторое время. После образования финиша деталь остывает при естественных условиях, на открытом воздухе.
Запекание проходит при температуре от +170 до +190 градусов на протяжении 10-15 минут. Полимеризация не заканчивается с прекращением подачи тепла. Часть процесса связана с медленным естественным остыванием обработанного материала.
Общие сведения
Подобная технология нанесения потребует особого оборудования, а еще, намагничивание краски является не единственной технологической особенностью. После нанесения лакокрасочного состава происходит этап полимеризации, а точнее разогревания до определенной температуры.
Достоинства порошковых покрытий
На самом желе, данный раздел статьи легко мог занять несколько страниц, потому что у красок порошкового типа попросту не конкурентов и по долговечности, и по качеству
Но для того, чтобы не утомить читающего перечислением всех очевидных качеств, предлагаем остановить внимание лишь на самых основных и характерных особенностях,. которые есть только у такого материала:
которые есть только у такого материала:
- За счет высокой степень адгезии краски с окрашиваемым изделием на поверхности получается не просто тоненькая пленка, как при использовании обычных красок, а полноценное покрытие, которое связано на молекулярном уровне. Этап намагничивания, а еще и полимеризация будут попросту внедрять краску в металлическую структуру.
- Повредить механическим способом порошковое покрытие почти нереально, потом что краска становится одним целым с изделием, а при деформировании последнего она тоже начинает принимать форму и конфигурацию.
- Очень часто при окрашивании изделия со сложными формами, можно столкнуться с проблемой непрокрашивания в местах, которые очень узкие или маленькие, и краскопульт туда не достает. У порошковой краски нет таких недостатков, потому что в процессе полимеризации краска начинает самостоятельно растекаться по самому изделию, и попадает во все полуоткрытые места.
- Покрытию порошкового типа нестрашна не просто влага, а еще и круглосуточный контакт с водой. Именно за счет такого качества, этой краска часто окрашивают машины или отдельные автомобильные детали, которые нуждаются в особой защите, к примеру, расположены на самом дне.
- Учтите, что покраска порошковой краской своими руками никогда не бывает трудной, а вот потеки от обычной краски на поверхности являются еще одной трудностью, если нет соответствующего опыта работа в малярном деле. Но с порошковыми средствами проблем нет, так как при полимеризации краска начинает растекаться по поверхности и самостоятельно принимает требуемое положение.
- Устойчивые полимеры в составе красителей порошкового типа не реагируют на воздействие лучей ультрафиолета, а, следовательно, покрытие не будет выгорать на солнце, и не потеряет спустя время красоту внешнего вида.
Полезный совет! Даже если вы обладаете опытом работы с жидкими красками, перед тем, как приступить к окрашиванию порошком, лучше заранее потренироваться на чем-то, так как тут будет отличаться не просто процесс нанесения, но и появится определенная специфика, которую следует учесть при работе.
Недостатки
И все же, приступая к работе, стоит о них знать и учитывать.
- Определенная сложность покрытия краской поверхностью связана не просто с покупкой особого оборудования, а еще и наличием опыта, когда все особенности технологии будут доведены до автоматизма.
- Из-за высокого уровня плотности и адгезии лакокрасочных материалов с поверхностью, удалить старое покрытие будет достаточно сложно, даже несмотря на то, что есть особые смывки для порошковой краски, которые хоть и облегчают работы, но незначительно.
- С учетом того, что стоимость самих красителей достаточно высока, стоимость готового изделия из-за этого вырастает в несколько раз, и хотя для бизнеса это больше плюс, чем минус, но при необходимости выполнения разовой окраски рентабельность мероприятия сомнительная.
- Инструкция по нанесению предусматривает достаточно много пунктов, и каждый следует выполнять безукоризненно. В противном случае, покрытие будет некачественным и потребуется начать все заново.
- Подготовительный этап для поверхности под порошковое окрашивание должно быть выполнено с особой тщательностью, потому что если на поверхности останутся недочеты, все они станут проявляться в будущем, и нарушат адгезию покрытия с изделием.
Методы работы с порошковой краской
Хотя порошковый метод окрашивания известен уже довольно долго, его техническое развитие началось сравнительно недавно. За это время появилось несколько способов проведения процесса.
- Наиболее популярным и распространенным считается электростатическое распыление. Принцип заключается в том, что частички порошка приобретают электрический заряд, проходя через распылитель. При этом обрабатываемое покрытие остается электрически нейтральным. Именно эта разница создает электрическое поле, за счет которого порошок притягивается к поверхности и прочно удерживается. Это первая стадия покраски. Далее, обработанная деталь помещается в специальную печь, где происходит нагрев при температуре около 200 градусов. Недолговременное воздействие расплавляет верхний слой, и он надежно впитывается в основание. Электрический заряд постепенно исчезает.
- Более сложным считается способ, который подразумевает предварительный нагрев. То есть окрашиваемое металлоизделие разогревается до определенной температуры (показатель подбирается индивидуально). При помощи распылителя частички порошковой краски наносятся на основание и плавятся. Дальнейшие действия не всегда подразумевают повторный нагрев и зависят от типа наносимого покрытия.
- Для третьего варианта используется преимущественно термопластичный порошок. В работе применяется специальный распылительный инструмент, который снабжается камерой с горящим пропаном. Предварительно нагретые частицы, ударяясь о поверхность, формируют прочный защитный слой. Хотя такая технология позволяет окрашивать разные материалы, ее распространение сравнительно невелико.
Востребованность первого метода покраски объясняется тем, что такой вариант имеет большее технологическое развитие. С другими способами все сложнее: второй метод нуждается в тщательном подборе температуры, а третий появился сравнительно недавно.
Как выглядит камера полимеризации
Камера полимеризации просто необходима для осуществления процесса порошковой покраски, именно в ней осуществляется полимеризация специальной краски, применяемой в данной технологии. В камере напыления порошок наносится на изделие, которое затем транспортируется в печь. Температура в камере полимеризации составляет 180–210 °С, только при таком режиме можно осуществить данный процесс.
Камера полимеризации – это модульная сборная конструкция, имеющая хорошую термоизоляцию, поэтому наружная поверхность печи нагревается всего лишь до 40 °С. Сама камера оснащена ТЭНами, которые располагаются на боковых стенах и закрыты теплоотражающими экранами. Благодаря своей конструкции, в термоблоке можно в короткие сроки осуществлять профилактику нагревательных элементов и замену вышедших из строя ТЭНов.
Для налаживания циркуляция воздуха, на крыше камеры полимеризации устанавливаются воздуховод и вентилятор.
Камера полимеризации сконструирована таким образом, чтобы она имела минимальные теплопотери, вследствие чего сохраняла температуру максимальное время, не нагревая при этом наружные стенки.
Загрузка деталей в камеру полимеризации осуществляется в проем, оснащенный двухстворчатыми дверьми, по периметру которых располагаютсятермостойкие резиновые уплотнители. Двери закрываются запорным механизмом. В боковую стенку встраивают специальный шкаф управления, он делает возможным контроль соблюдения тех или иных параметров. В случае возникновения отклонений оператор может их изменять. Камеры полимеризации могут быть разных размеров.В зависимости от этого критерия изнутри печь поделена на несколько зон, в каждой из которых имеется свой вентилятор и независимое регулирование работы ТЭНов. Для того чтобы температура во всей печи была равномерной, а также для быстрого разогрева камеры полимеризации после загрузки – в ней обеспечивается принудительная циркуляция воздуха.
Камеры полимеризации могут быть:
Главная особенность таких камер полимеризации следующая: инфракрасные лучи могут так глубоко проникать под нанесенную порошковую краску, что металл, на который она нанесена, нагревается сильнее покрытия. В результате такого воздействия краска прогревается с двух сторон, обеспечивая лучшую адгезию и высокую производительность техпроцесса.
Применение инфракрасных лучей не требует принудительной циркуляции воздуха в камере полимеризации.
Внутренняя стенка камеры полимеризации изготавливается из оцинкованной стали, которая обеспечивает активное рассеивание ИК-лучей, а значит, будут прогреваться даже самые труднодоступные места.
Такие камеры полимеризации более экономичны, так как не требуют нагрева воздуха внутри всей печи – тепло передается от источника сразу к окрашиваемому изделию.
Это такие камеры полимеризации, которые получают энергию из природного или сжиженного газа. Их целесообразно применять в случаях:
- работы с постоянными транспортными (конвейерными) системами в автоматизированных окрасочных комплексах;
- покраски конструкций больших размеров, для которых необходимо длительное время выдержки в камере полимеризации;
- окраски изделий длиной 6–14м (алюминиевый профиль, столбы, стеллажная продукция и др.);
- обработки изделия, у которого толщина металла более 6 мм;
- когда необходима мощность нагрева более 100 кВт.
Также камеры полимеризации могут различаться в зависимости от особенностей процесса покраски порошками:
- Тупиковая камера полимеризации. Используется для покраски малых партий изделий, характеризуется невысокой производительностью.
- Проходная камера полимеризации. Подходит для порошковой покраски изделий средних по величине партий, производительность таких печей достаточно высокая. Такие камеры отличаются от прочих тем, что объект покраски поступает в нее с одной стороны, а выходит с противоположной.
- Конвейерные камеры полимеризации используются для порошковой покраски больших партий изделий.
- Камеры полимеризации колпачного типа.
Транспортные системы в тупиковых и проходных камерах полимеризации могут находиться как в верхней части, так и в нижней.