Гост 11284-75отверстия сквозные под крепежные детали. размеры
Содержание:
- Соединения деталей
- Использование метчиков
- 1 Технические характеристики и классификация анкеров – все, что необходимо знать
- Как измерить гайку: советы профессионалов
- Анкерный болт с гайкой – вес, размеры: что говорит нам ГОСТ?
- Механические анкерные болты для бетона
- Твердость материала
- Расчет нагрузки на болт
- Размер гайки и основные виды гаек
- Технология нарезания резьбы в отверстиях
- Параметры отверстия
- Порядок нарезки резьбы
- Размеры гаек.
- Область применения
Соединения деталей
Все соединения различных деталей, которые применяются в машиностроении и приборостроении, подразделяются на подвижные и неподвижные. При этом подвижными считаются те, которые обеспечивают перемещение деталей друг относительно друга, а неподвижными – те, которые предполагают жесткое крепление между ними.
Возможность многократной сборки и разборки узлов и агрегатов машин и оборудования обеспечивается за счет разъемных соединений. К ним относят резьбовые, шлицевые, шпоночные, профильные, штифтовые и клеммовые.
В отличие от разъемных, неразъемные соединения невозможно разобрать, не повредив детали. К ним относятся сварные, клеевые, паяные, заклепочные соединения, а также соединения с гарантированным натягом. В технике соединения играют исключительно важную роль, причем многие неполадки в работе машин и оборудования, а также аварии, часто случаются потому, что их детали были плохо соединены между собой.
Использование метчиков
В реальной практике на производстве, а также в разных мастерских чаще всего используют метчики. В них реализован принцип последовательного внедрения режущих кромок в тело обрабатываемой детали. Но имеется не один ряд зубьев, как у гребенки. Используют мощное тело, способное центровать инструмент внутри отверстия.
Это интересно: Нержавеющая сталь 08Х 18Н 10Т: характеристики, приминение, аналоги
Метчик:
а) конструктивные элементы: 1 – нитка нарезной части; 2 – квадратный хвостовик для передачи крутящего момента; 3 – цилиндрическая часть хвостовика; 4 – канавка для сбора стружки; 5 – режущие кромки (перья); б) геометрические параметры режущей части: 1 – передняя поверхность, обращенная к детали; 2 – режущая кромка, зубья треугольного типа; 3 – затылованная часть, задняя поверхность; 4 – обратная часть, образующая опору; 5 – перо; α – задний угол затылованной части; β – угол при вершине, его еще называют углом резания; δ – угол заострения кромок режущей пластинки (треугольника); γ – передний угол, обращенный к снимаемому материалу; в) метчик, имеющий прямую стружечную канавку: 1 – канавка для сбора стружки; г) метчик, имеющий винтовую стружечную канавку. Обычно бывает на машинных инструментах с подачей СОЖ под давлением; д) для нарезания глухих резьб на станках
Выбор той или иной конструкции обуславливается особенностями выполнения процесса. В арсенале большинства мастеров используются метчики с прямыми канавками. После выполнения одного прохода инструмент вынимается наружу. С него удаляются стружка и иные включения, которые могут оказаться в отверстии.
С одного прохода резьба не нарезается полностью. Обычно применяют черновой и чистовой метчики.
Виды резьбовых метчиков
Чтобы вращать метчик, расположенный в отверстии используется вороток. Конструктивное исполнение может быть самым разнообразным.
Типы воротков для ручного нарезания резьбы в отверстиях
Последовательность использования инструмента
Чаще всего в состав набора входят два метчика. Но для получения качественных резьб могут применять и комплекты, куда входят три инструмента. Некоторые производители кроме параметров нарезаемой резьбы указывают буквы: А, В, С. Другие наносят несколько рисок:
- 1 риска на черновом;
- 2 риски на основном;
- 3 риски на чистовом.
Кроме внешних обозначений вид метчика можно отличить по ряду признаков:
- черновой инструмент первого прохода имеет минимальный диаметр. Достаточно замерить с помощью штангенциркуля наружный размер, чтобы найти его в наборе. У него часть, входящая в первую очередь, имеет мелкие зубья, вершины срезаны почти до нуля;
- у второго метчика в наборе перьевые гребенки заметно длиннее. Значение диаметра будет средним из трех. Последние зубья нарежут резьбу полного профиля;
- у чистового метчика практически все зубья имеют одну высоту. Замыкающие не режут, а калибруют образованные винтовые канавки в отверстии.
Общий вид метчиков из набора
1 Технические характеристики и классификация анкеров – все, что необходимо знать
Изготовление анкерных болтов осуществляется в соответствии с правилами ГОСТ 24379-2012 из высоколегированных и высокопрочных сталей различного вида. Таким образом, анкерный болт представляет собой металлический стержень различной длины (от 45 до 225 миллиметров) с крепежным концом и резьбой. Особенностью анкера любого типа является наличие втулки и конической гайки, на которых основывается принцип анкирования.
Помимо видов и размеров анкерных болтов их также принято различать по способу крепления, который, в свою очередь, определяется конструкцией и характером нагрузки. Стандартные виды анкеров принято классифицировать следующим образом:
- по способу введения детали в основу (винтовые, бурильные, забивочные и др.);
- по способам заделочных возможностей в месте крепления (с расширением, с распором, с трубкой);
- по особенности конструкции самого анкера (цилиндрические, цельные, сборные, стержневые и др.)
Классификация анкеров
Кроме представленной классификации анкеры также принято делить на временные и постоянные, что также зависит от конструкционных особенностей детали.
Как правило, надежное соединение и удержание анкерного болта в том или ином строительном материале происходит путем трения и создания упора. В случае если были использованы химические анкерные болты (на основе застывающих смол), удержание происходит и путем внутреннего склеивания материала
Важной технической характеристикой анкеров является «вырывной показатель». Эта величина измеряется в килоньютонах (кН), и по основным техническим условиям и требованиям ГОСТ ее показатели не должны быть меньше 10,5 килоньютонов
Таким образом, анкерный вырыв происходит в том случае, если болт установлен слишком близко к краю основания или в случае вылета конической гайки.
При расчете и использовании различных видов анкерных болтов следует также принимать во внимание такие характеристики, как изгибающий и крутящий момент. В первом случае допускается величина момента от 5,2 до 25 Нм
Крутящий момент должен быть в пределах 10–40 Нм. Чем меньше допустимый момент изгиба и кручения, тем выше прочность болта и надежность его соединения с основным материалом. Если объект применения имеет какие-то особенные свойства или конструкцию, которая требует использования нестандартных видов анкеров, то допускается производство на заказ с корректировкой определенных технических условий по СНиП 2.09.03.
https://youtube.com/watch?v=kdW62uNlPdQ
Это интересно: Транспортеры шнековые — виды, характеристики, монтаж
Как измерить гайку: советы профессионалов
Поскольку большинство гаек конструктивно предусматривают наличие метрической резьбы, для их измерения нужно будет больше времени и манипуляций
Специалисты при измерении размера гайки советуют брать во внимание болт или винт, с которыми у гайки будет резьбовое соединение. Этот вариант поможет достичь максимальной точности
Такое измерение позволит узнать внутренний диаметр изделия.
При правильном определении диаметра гайки учитывается проходимость изделия. То есть, одна часть детали должна прочно соприкасаться с гайкой, а вторая не должна
Для определения стандарта гайки по таблице ГОСТ, важно определить высоту гайки. Чтобы замерить шаг резьбы, нужен резьбомер
С его помощью удастся просчитать количество витков на нужном промежутке.
Анкерный болт с гайкой – вес, размеры: что говорит нам ГОСТ?
Так как все крепежные элементы – сложные монтажные изделия, то все они имеют соответствующую техническую документацию. Именно из таких документов мы и можем узнать в случае необходимости технические параметры. К примеру, выбирая тот или иной крепеж, мы хотим знать, выдержит ли анкерное крепление вес в 100 килограммов или нет. Благодаря тому, что имеется документация, мы получим ответ на наш вопрос.
Самый маленький анкер, размеры которого 5×6,5×18 мм, согласно заявленным характеристикам изготовителя, способен выдержать нагрузку на вырывание до 800 кгс. Для того, чтоб было понятней, кгс – это обозначение килограмм/силы, где в расчет берется масса в один килограмм и сила, с которой этот килограмм оказывает давление на весы. Дальше вычисления совсем просты, 1 кгс равен примерно одному килограмму любого предмета, исходя из этого, такой анкер выдержит изделие весом в 800 килограмм.
Также абсолютно любой болт имеет соответствующий ГОСТ, который и делит все крепежные конструкции на разновидности по способности выдерживать определенную нагрузку, величине и диаметру крепежного элемента. На больших строительных площадках такая документация помогает при выборе элементов крепления и закупке соответствующего материала.
Механические анкерные болты для бетона
Забивные
Одним из таких изделий является забивной анкер, внутри распорной втулки которого есть резьба. Этот анкер, предназначенный для бетона и других плотных и твердых материалов, разжимается в отверстии за счет специального устройства, после чего в него вкручивают сам крепежный элемент.
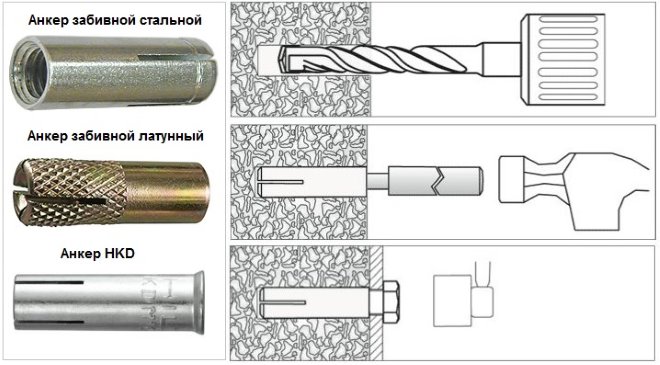
Разновидности и порядок монтажа забивного анкера
Распорные
На современном рынке также широко распространены распорные анкеры для бетона и других строительных материалов. В конструкции таких анкерных крепежных элементов, способных выдержать очень значительные нагрузки, имеется специальный клин, который и отвечает за разжимание распорной втулки. Используя такие анкеры, можно обеспечивать надежную фиксацию на поверхности из бетона даже тяжелых предметов – металлических ворот, габаритного оборудования и др. Между тем следует иметь в виду, что надежность крепления, которую обеспечивает такой анкер для работ по бетону, во многом зависит от прочностных характеристик конструкции, в которую он монтируется.

Распорный анкер HILTI HSL-3
Одним из представителей данного семейства крепежа является рамный анкер. Болты такого плана используются для монтажа окон и дверей. Распорная втулка рамных анкеров имеет две зоны расклинивания: у шляпки болта и в теле несущего основания.
В двухраспорных анкерах для бетона, как следует из их названия, предусмотрено одновременно две распорных втулки. За счет этого анкерами данного вида обеспечивается более надежное сцепление, что позволяет использовать их для монтажа предметов, обладающих значительной массой.

Металлические рамные анкера предназначены для сквозного монтажа в кирпиче, камне и бетоне
Клиновые
Анкер клинового типа для бетона, о котором говорилось выше, может иметь два варианта конструктивного исполнения. В первом случае для расклинивания внутренней втулки такого анкера используют молоток и специальный кернер-бородок. После расклинивания втулки такое дополнительное приспособление извлекают из внутренней части анкера и вкручивают в него крепежный болт или шпильку.

При закручивании клинового анкера шпилька вытягивается и расклинивает своим конусовидным хвостовиком распорную юбку
Установка в бетоне клиновых анкеров другого типа выполняется несколько проще. Их основным элементом является резьбовая шпилька, один конец которой является конусообразным. При затягивании гайки, опирающейся на поверхность конструкции, в которую устанавливается такой крепеж, его конусная часть разжимает распорную втулку, обеспечивая ее надежную фиксацию в заранее подготовленном отверстии. В некоторых моделях анкерного крепежа подобного типа на внешней поверхности распорной втулки есть зубцы, обеспечивающие лучшее сцепление данного элемента с внутренними стенками отверстия.

Стержневой анкер для регулируемого пола
Стержневой анкер, который также относится клиновому типу, отличается от обычного увеличенными размерами (длиной болта). Посредством такого анкера выполняется монтаж многослойных систем со значительной толщиной.
Выбор вида анкера делают, ориентируясь не только на его размеры, которые оговаривает ГОСТ, но и на тип крепления, которое необходимо выполнить с его помощью
При этом также важно выполнить расчет нагрузки, которая будет приходиться на анкер для бетона. Выполняя этот расчет, следует иметь в виду, что нагрузка, приходящаяся на крепежный элемент, не должна превышать 25% от той, которую указывает ГОСТ
Твердость материала
Твёрдость по Бринеллю – это характеристика, которая позволяет определить твёрдость материала.
Крепежи из нержавеющий стали тоже оснащены специальной маркировкой на верхушке крепления.
Вид стали А2 или А4 и предел прочности — 50, 70, 80, примеры: А2-70, А4-80. На крепления, которые имеют четко выраженную резьбу, наноситься цветная маркировка для A2 – зеленым цветом, для A4 – красным. Значение для предела текучести не указывается.
Максимальная текучесть для нержавеющих метизов, часто лишь справочное значение.
Текучесть в данном случае будет составлять 250 Н/мм2 для A2-70 и около 300 Н/мм2 для A4-80.
Приблизительное увеличение при этом будет не больше чем 40%. Иными словами, данный вид стали отменно меняет форму перед тем, как произойдёт непоправимая деформация.
Старые отечественные методы измерения по ГОСТ-у не позволяли уделить должное внимание максимально допустимым нагрузкам на болты, поэтому выпускаемые метизы были значительно ниже по качеству относительно современных. Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2
В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон
Крепление М12 с прочностью 8.8 размером d2 = 10,7мм и максимально продолжительностью сечения 89,87мм2. В этом случае максимально допустимая степень нагрузки будет: (8*8*10)*89,87 ;0) = 57520 Ньютон.
Таблица нагрузок для болтов из углеродистой и из нержавеющей стали.
| ST-4.6 | ST-8.8 | А2-70 | А4-80 | |||||||
| РЕЗЬБА | d2, мм | Площадь по 62, тт2 | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,5 | 121 | 322 | 10 | 126 | 151 | |||
| М2 | 1,7 | 2,27 | 544 | 20 | 1 452 | 70 | 567 | 20 | 681 | 30 |
| М3 | 2,6 | 5,31 | 1 274 | 60 | 3 396 | 160 | 1 327 | 60 | 1 592 | 70 |
| М4 | 3,5 | 9,62 | 2 308 | 110 | 6 154 | 300 | 2 404 | 120 | 2 885 | 140 |
| М5 | 4,4 | 15,2 | 3 647 | 180 | 9 726 | 480 | 3 799 | 180 | 4 559 | 220 |
| М6 | 5,3 | 22,05 | 5 292 | 260 | 14 112 | 700 | 5 513 | 270 | 6 615 | 330 |
| М8 | 7,1 | 39,57 | 9 497 | 470 | 25 326 | 1 260 | 9 893 | 490 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 14 923 | 740 | 39 795 | 1 980 | 15 545 | 770 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 21 570 | 1 070 | 57 520 | 2 870 | 22 469 | 1 120 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 29 910 | 1 490 | 79 761 | 3 980 | 31 157 | 1 550 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 40159 | 2 000 | 107 092 | 5 350 | 41 833 | 2 090 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 63 093 | 3 150 | 168 249 | 8 410 | 65 722 | 3 280 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 90 359 | 4 510 | 240 956 | 12 040 | 94 123 | 4 700 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 116 810 | 5 840 | 311 493 | 15 570 | 121 677 | 6 080 | 146 012 | 7 300 |
| М30 | 27,6 | 597,98 | 143 516 | 7170 | 382 708 | 19130 | 149 495 | 7 470 | 179 394 | 8 960 |
Вашему вниманию представлена дополненная таблица максимальных нагрузок на нержавеющие материалы и высокопрочные соединения.
Чтобы дополнительно быть уверенным в безопасности нагрузки, можно без зазрения совести разделять нагрузку в Ньютонах на тридцать.
| Нержавейка А2-50 | |||||
| РЕЗЬБА | d2, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 200 | 100 | |
| М2 | 1.7 | 2,27 | 200 | 454 | 20 |
| М3 | 2,6 | 5,31 | 200 | 1 061 | 50 |
| М4 | 3,5 | 9,62 | 200 | 1 923 | 90 |
| М5 | 4,4 | 15,20 | 200 | 3 040 | 150 |
| Мб | 5,3 | 22,05 | 200 | 4 410 | 220 |
| М8 | 7,1 | 39,57 | 200 | 7 914 | 390 |
| М10 | 8,9 | 62,18 | 200 | 12 436 | 620 |
| М12 | 10,7 | 89,87 | 200 | 17 975 | 890 |
| М14 | 12,6 | 124,63 | 200 | 24 925 | 1 240 |
| М16 | 14,6 | 167,33 | 200 | 33 466 | 1 670 |
| М20 | 18,3 | 262,89 | 200 | 52 578 | 2 620 |
| М24 | 21,9 | 376,49 | 200 | 75 299 | 3 760 |
| М27 | 24,9 | 486,71 | 200 | 97 342 | 4 860 |
| МЗО | 27,6 | 597,98 | 200 | 119 596 | 5 970 |
| Нержавейка А2-70 | |||||
| РЕЗЬБА | 62,мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М1 | 0,8 | 0,50 | 250 | 126 | |
| М2 | 1,7 | 2,27 | 250 | 567 | 20 |
| М3 | 2,6 | 5,31 | 250 | 1 327 | 60 |
| М4 | 3,5 | 9,62 | 250 | 2 404 | 120 |
| М5 | 4,4 | 15,20 | 250 | 3 799 | 180 |
| Мб | 5,3 | 22,05 | 250 | 5 513 | 270 |
| М8 | 7,1 | 39,57 | 250 | 9 893 | 490 |
| М10 | 8,9 | 62,18 | 250 | 15 545 | 770 |
| М12 | 10,7 | 89,87 | 250 | 22 469 | 1 120 |
| М14 | 12,6 | 124,63 | 250 | 31 157 | 1 550 |
| М16 | 14,6 | 167,33 | 250 | 41 833 | 2 090 |
| М20 | 18,3 | 262,89 | 250 | 65 722 | 3 280 |
| М24 | 21,9 | 376,49 | 250 | 94 123 | 4 700 |
| М27 | 24,9 | 486,71 | 250 | 121 677 | 6 080 |
| МЗО | 27,6 | 597,98 | 250 | 149 495 | 7 470 |
| Нержавейка А4-80 | |||||
| РЕЗЬБА | 12, мм | Площадь d2, мм2 | Предел текучести, МПа | Макс. нагрузка, Ньютон | Рабочая нагрузка, кг |
| М 1 | 0,8 | 0,50 | 300 | 151 | |
| М2 | 1,7 | 2,27 | 300 | 681 | 30 |
| М3 | 2,6 | 5,31 | 300 | 1 592 | 70 |
| М 4 | 3,5 | 9,62 | 300 | 2 885 | 140 |
| М 5 | 4,4 | 15,20 | 300 | 4 559 | 220 |
| Мб | 5,3 | 22,05 | 300 | 6 615 | 330 |
| М 8 | 7,1 | 39,57 | 300 | 11 872 | 590 |
| М10 | 8,9 | 62,18 | 300 | 18 654 | 930 |
| М12 | 10,7 | 89,87 | 300 | 26 962 | 1 340 |
| М14 | 12,6 | 124,63 | 300 | 37 388 | 1 860 |
| М16 | 14,6 | 167,33 | 300 | 50199 | 2 500 |
| М20 | 18,3 | 262,89 | 300 | 78 867 | 3 940 |
| М24 | 21,9 | 376,49 | 300 | 112 948 | 5 640 |
| М27 | 24,9 | 486,71 | 300 | 146 012 | 7 300 |
| МЗО | 27,6 | 597,98 | 300 | 179 394 | 8 960 |
Расчет нагрузки на болт
Маркировка головки болта обычно содержит следующие данные:
- клеймо завода изготовителя (JX, THE, L, WT, и т.п.);
- класс прочности;
- стрелка «против часовой стрелки» (если левая резьба).
Первая цифра обозначает номинальное временное сопротивление (предел прочности на разрыв): 1/100 Мпа (1/100 Н/мм²;
1/10 кг/мм²). Пример: (класс прочности 9.8) 9*10=900 Мпа (900 Н/мм²; 91,71 кг/мм²).
Вторая цифра обозначает процентное отношение предела текучести к временному сопротивлению (пределу прочности на разрыв): 1/10%. Пример: (класс прочности 9.8) 9*8=720 Мпа (720 Н/мм²; 73,37 кг/мм²).
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки используют 1/2 или 1/3 от предела текучести, с двукратным или трёхкратным запасом прочности соответсвенно.
Примеры текучести материала
Примером может послужить обычная кухонная вилка. Изогнув её в одном направлении, можно получить совершенно другой предмет, значит нарушилась ее текучесть, что привело к деформации. Материал при этом только деформировался, но не сломался, что свидетельствует о большой степени упругости стали. Вывод: максимальная прочность намного выше текучести.
Другое кухонное оборудование, например нож, сломается при попытках изменить его форму. Вывод: у ножа одинаковая сила текучести и прочности, такое изделие можно назвать хрупким, несмотря на то, что оно изготовлено из стали.
Процент удлинения — это среднестатистический показатель, который демонстрирует длину деформированной детали еще до начало поломки. Образно, можно называть такого рода болты гибкими, имея ввиду именно способность к удлинению.
Техническая терминология на этот счет довольно простая: относительное удлинение — это не что иное, как процент увеличения образца по сравнению с первоначальным размером.
Размер гайки и основные виды гаек
Выделяют несколько основных разновидностей гаек:
- Шестигранная или плоская гайка: универсальная деталь общего назначения.
- Контргайка: используется в целях усиленной безопасности, когда гайка не должна ослабевать из-за
вибрации или других постоянных нагрузок.
- Коническая гайка: используется для центрирования объектов.
- Пазовая или корончатая гайка: используется вместе со шплинтом на предметах, которые поворачиваются или скручиваются.
- Колпачковая гайка: используется для придания законченного вида путем закрытия конца резьбы.
- Барашковая гайка: используется при ручной затяжке соединения.
Технология нарезания резьбы в отверстиях
Перед началом формирования резьбовых канавок с помощью инструмента сверлится отверстие. В зависимости от конструктивных особенностей оно может быть сквозным или глухим. Сверло сконструировано так, что винтовая поверхность выводит основную часть стружки. Но следует помнить, что внутри может оставаться определенная часть остатков от сверления. Поэтому, если позволяет масса и внешние параметры, производят вытряхивание на специальные уловители.
На громоздких изделиях подобные операции выполнить трудно, поэтому выдувают струей сжатого воздуха.
Внимание! Органы зрения и дыхания должны быть защищены от продуктов, которые могут оказаться внутри отверстий. Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу
Самое простое – это воспользоваться формулой:
Начинающие мастера часто интересуются, какой диаметр должен быть в отверстии, где требуется нарезать резьбу. Самое простое – это воспользоваться формулой:
Dотв = 0,8·М, мм,
здесь Dотв – диаметр отверстия, мм; М – размер метрической резьбы по номеру.
Для большинства металлов подобное определение будет достаточным. Возможно, потребует приложить несколько большее усилие при выполнении работы, но результат будет удовлетворительным.
Например, для М6 нетрудно подсчитать по приведенной формуле требуемое значение сверла по металлу. Оно получится равным Dотв = 6 · 0,8 =4,8 мм.
Для более точного определения используют специальные таблицы.
Таблица 1: Размеры отверстий для нарезания метрической резьбы
| Номи-нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр с учетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| М4 | 0,70 | 3,393 | 3,323 | 3,3 | 0,50 | 3,567 | 3,517 | 3,5 |
| М5 | 0,80 | 4,307 | 4,227 | 4,2 | 0,50 | 4,567 | 4,517 | 4,5 |
| М6 | 1,00 | 5,133 | 5,033 | 5,0 | 0,75 | 5,350 | 5,275 | 5,3 |
| М7* | 1,00 | 6,133 | 6,033 | 6,0 | 0,80 | 6,307 | 6,227 | 6,2 |
| М8 | 1,25 | 6,917 | 6,792 | 6,8 | 1,00 | 7,133 | 7,033 | 7,0 |
| М9* | 1,25 | 7,917 | 7,792 | 7,8 | 1,00 | 8,133 | 8,033 | 8,0 |
| М10 | 1,50 | 8,700 | 8,550 | 8,6 | 1,25 | 8,917 | 8,792 | 8,8 |
| М11* | 1,50 | 9,700 | 9,550 | 9,6 | 1,00 | 10,133 | 10,033 | 10,0 |
| М12 | 1,75 | 10,484 | 10,309 | 10,3 | 1,50 | 10,700 | 10,550 | 10,6 |
| М13* | 1,75 | 11,484 | 11,309 | 11,3 | 1,50 | 11,700 | 11,550 | 11,6 |
| М14 | 2,00 | 12,267 | 12,067 | 12,1 | 1,50 | 12,700 | 12,550 | 12,6 |
| М15* | 2,00 | 13,267 | 13,067 | 13,1 | 1,75 | 13,484 | 13,309 | 13,3 |
| М16 | 2,50 | 13,834 | 13,584 | 13,6 | 1,50 | 14,700 | 14,550 | 14,6 |
| М18 | 2,50 | 15,834 | 15,584 | 15,6 | 1,50 | 16,700 | 16,550 | 16,6 |
| М20 | 2,50 | 17,834 | 17,584 | 17,6 | 1,50 | 18,700 | 18,550 | 18,6 |
| М22 | 2,50 | 19,834 | 19,584 | 19,6 | 2,00 | 20,267 | 20,067 | 20,1 |
| М24 | 3,00 | 21,400 | 21,100 | 21,1 | 2,00 | 22,267 | 22,067 | 22,1 |
| М25* | 3,00 | 22,400 | 22,100 | 22,1 | 2,00 | 23,267 | 23,067 | 23,1 |
| М27 | 3,00 | 24,400 | 24,100 | 24,1 | 2,00 | 25,267 | 25,067 | 25,1 |
| М30 | 3,50 | 26,967 | 26,617 | 26,6 | 2,50 | 27,834 | 27,584 | 27,6 |
| М33 | 3,50 | 29,967 | 29,617 | 29,6 | 2,50 | 30,834 | 30,584 | 30,6 |
| М36 | 4,00 | 32,534 | 32,134 | 32,1 | 3,00 | 33,400 | 33,100 | 33,1 |
| М39 | 4,00 | 35,534 | 35,134 | 35,1 | 3,00 | 36,400 | 36,100 | 36,1 |
| М40* | 4,00 | 36,534 | 36,134 | 36,1 | 3,00 | 37,400 | 37,100 | 37,1 |
| М42 | 4,50 | 38,100 | 37,650 | 37,7 | 3,50 | 38,967 | 38,617 | 38,6 |
| М45 | 4,50 | 41,100 | 40,650 | 40,7 | 3,50 | 41,967 | 41,617 | 41,6 |
| М48 | 5,00 | 43,667 | 43,167 | 43,2 | 4,00 | 44,534 | 44,134 | 44,1 |
* – специальные типы резьбы.
Таблица 2: Размеры отверстий для нарезания дюймовой резьбы
| Номи- нальный диаметр | Стандартный шаг | Мелкий шаг | ||||||
| Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | Шаг резьбы, мм | Теоре- тический внутрен- ний диаметр, мм | Требуемый диаметр сучетом смятия, мм | Рекомен- дуемый диаметр сверла, мм | |
| 1/16″ | 0,40 | 1,203 | 1,163 | 1,2 | 0,30 | 1,328 | 1,298 | 1,3 |
| 1/12″ | 0,50 | 1,636 | 1,586 | 1,6 | 0,45 | 1,727 | 1,682 | 1,7 |
| 1/8″ | 0,60 | 2,598 | 2,538 | 2,5 | 0,50 | 2,742 | 2,692 | 2,7 |
| 1/10″ | 0,65 | 1,915 | 1,850 | 1,9 | 0,55 | 2,063 | 2,008 | 2,0 |
| 1/6″ | 0,70 | 3,561 | 3,491 | 3,5 | 0,50 | 3,753 | 3,703 | 3,7 |
| 3/16″ | 1,00 | 3,801 | 3,701 | 3,7 | 0,80 | 4,069 | 3,989 | 4,0 |
| 1/4″ | 0,75 | 5,629 | 5,554 | 5,6 | 0,75 | 5,700 | 5,625 | 5,6 |
| 5/16″ | 0,95 | 7,024 | 6,929 | 6,9 | 0,80 | 7,244 | 7,164 | 7,2 |
| 3/8″ | 1,10 | 8,468 | 8,358 | 8,4 | 0,95 | 8,702 | 8,607 | 8,6 |
| 7/16″ | 1,30 | 9,863 | 9,733 | 9,7 | 1,10 | 10,159 | 10,049 | 10,0 |
| 1/2″ | 1,55 | 11,210 | 11,055 | 11,1 | 1,34 | 11,539 | 11,405 | 11,4 |
| 9/16 | 1,60 | 12,750 | 12,590 | 12,6 | 1,40 | 13,074 | 12,934 | 12,9 |
| 3/4″ | 1,65 | 17,464 | 17,299 | 17,3 | 1,50 | 17,750 | 17,600 | 17,6 |
| 1″ | 2,54 | 22,959 | 22,705 | 22,7 | 1,89 | 23,762 | 23,573 | 23,6 |
| 1 1/4″ | 3,25 | 28,627 | 28,302 | 28,3 | 2,80 | 29,324 | 29,044 | 29,0 |
| 1 1/2″ | 4,25 | 34,015 | 33,590 | 33,6 | 3,72 | 34,876 | 34,504 | 34,5 |
| 1 3/4″ | 5,20 | 39,452 | 38,932 | 38,9 | 4,35 | 40,680 | 40,245 | 40,2 |
| 2″ | 6,34 | 44,707 | 44,073 | 44,1 | 5,64 | 45,913 | 45,349 | 45,3 |
Параметры отверстия
Различают следующие параметры резьбы:
- диаметры (внутренний, внешний и так далее);
- форму профиля, его высоту и угол;
- шаг и вхождение;
- прочие.
Условием соединения деталей между собой является полное совпадение показателей внешней и внутренней резьбы. В случае, если какая-то из них выполнена без соблюдения требований, то крепление будет ненадежным.
Внешняя резьба
Крепление может быть болтовым или шпилечным, которые кроме основных деталей включают в себя гайки и шайбы. В скрепляемых деталях перед соединением формируют отверстия, а затем проводят нарезание.
При сквозном выполнении диаметр отверстия должен быть на 5-10% больше размера болта или шпильки, тогда выполняется условие:
dотв = (1,05..1,10)×d, (1),
где d – номинальный диаметр болта или шпильки, мм.
Для определения размера отверстия второй детали расчет ведут так: из значения номинального диаметра (d) вычитают величину шага (Р) – полученный результат является искомым значением:
dотв = d — P, (2).
Результаты расчетов наглядно демонстрирует таблица диаметров отверстий под резьбу, составленная по данным ГОСТ 19257-73, для размеров 1-1,8 мм с малым и основным шагами.
| Диаметр номинальный, мм | Шаг, мм | Размер отверстия, мм |
| 1 | 0,2 | 0,8 |
| 1 | 0,25 | 0,75 |
| 1,1 | 0,2 | 0,9 |
| 1,1 | 0,25 | 0,85 |
| 1,2 | 0,2 | 1 |
| 1,2 | 0,25 | 0,95 |
| 1,4 | 0,2 | 1,2 |
| 1,4 | 0,3 | 1,1 |
| 1,6 | 0,2 | 1,4 |
| 1,6 | 0,35 | 1,25 |
| 1,8 | 0,2 | 1,6 |
| 1,8 | 0,35 | 1,45 |
Немаловажным параметром является глубина сверления, которая вычисляется из суммы таких показателей:
- глубины ввинчивания;
- запаса внешней резьбы ввинчиваемой детали;
- ее недореза;
- фаски.
При этом 3 последних параметра справочные, а первый вычисляется через коэффициенты учета материала изделия, которые равны для изделий из:
- стали, латуни, бронзы, титана – 1;
- чугунов серого и ковкого – 1,25;
- легких сплавов – 2.
Внутренняя резьба на муфте-бочонке
Таким образом, глубина ввинчивания составляет произведение коэффициента учета материала на номинальный диаметр, и выражается в миллиметрах.
Порядок нарезки резьбы
Перед началом нарезки необходимо снять фаску с наружной части трубы или заготовки под углом 45°. Это необходимо для облегчения первых витков и фиксации плашки.
Дальнейшие действия:
- Закрепите трубу или заготовку в строго вертикальном положении. Наилучшим вариантом чтобы избежать перекосов являются слесарные тиски, но можно использовать и газовый ключ.
- Смажьте инструмент маслом.
- Приложите плашку к головке прута в строго горизонтальном положении и начните с первых нескольких кругов.
- При явном перекосе на первых кругах снимите плашку, обстучите заготовку и начните заново.
- При вращении на первых витках одновременно равномерно нажимайте на ручки воротка для начала процесса резки.
- После нескольких первых витков проверьте правильность нарезки. Это можно сделать по горизонтальности плашки и воротка, что можно проверить уровнем. Далее, при правильном положении инструмента, можно продолжить нарезание трубной резьбы плашкой на всю необходимую длину.
- При достижении примерно середины длины вдавливающее усилие можно ослабить, далее начинается процесс самозатягивания.
- После одного – двух витков необходимо провернуть плашку на половину оборота назад для удаления стружки.
- После нарезки на нужную длину просто верните инструмент обратно по готовой резьбе.
Необходимо учесть, что плашка может иметь несколько номеров, чаще всего 2. В этом случае после нарезки черновой резьбы необходимо поочередно пройтись каждым из номеров для окончательного формирования профиля резьбы.
Размеры гаек.
Размеры гаек — это расстояние между параллельными гранями, размеры зависят от требований к определенному виду разъемного соединения. Диаметр и шаг резьбы — это основные параметры гайки. Диаметр резьбы обозначают буквой d, шаг резьбы буквой P. Размеры, регламентируются ГОСТом, а также предусматриваются не рекомендуемые размеры гаек, с диаметром резьбы менее 2 мм. Могут быть удлиненные и короткие. Стандартная и самая распространенная гайка считается шестигранная, с диаметром резьбы от 1,6 до 48 мм. Для крепежа которой необходим гаечный ключ.
Когда потребителю этого вида крепежа, необходимо приобрести гайки, то в первую очередь необходимо ознакомится с предложениями от надежных, хорошо известных на рынке поставщиков.
Таблица размеров и весов шестигранных гаек ГОСТ 5927-70 от М1 по М10
Область применения
Анкеры, которые в соответствии с нормативным документом (ГОСТ 26778-90) называются болтами самоанкерующимися распорными, представляют собой прочные крепежные элементы, при помощи которых можно выполнять надежную фиксацию различных предметов на конструкциях из полнотелых материалов. Высокая надежность фиксации, обеспечиваемая таким анкером, объясняется тем, что вся его внешняя часть сцепляется с внутренней поверхностью отверстия с большой силой трения, формируя исключительную удерживающую способность.
Свою высокую эффективность распорный крепежный элемент будет демонстрировать только в том случае, если его монтаж выполняется в материале, который имеет высокую плотность. Таким образом, принцип действия такого анкера в корне отличается от принципа работы дюбеля, внешняя часть которого контактирует с внутренней поверхностью отверстия лишь в отдельных точках, а не по всей своей длине. Соответственно, крепеж распорного типа способен обеспечить значительно большую надежность формируемого соединения.
ГОСТ 28778-90 Болты самоанкерующиеся распорные для строительства. Технические условияСкачать
Распорные анкера используют при закреплении разнообразных конструкций, находящихся под значительной нагрузкой
В отличие от дюбеля, который преимущественно производится из полимерных материалов, для изготовления анкеров применяют прочные металлы – углеродистую сталь, латунь и др. В том случае, если такой крепежный элемент изготовлен из стали, его дополнительно защищают от коррозии, нанося на его поверхность цинковое покрытие белого или желтого цвета.
Рабочая часть распорного типа – это полая гильза, на боковой части которой выполнены продольные разрезы, формирующие разжимающиеся лепестки. Во внутренней части такой гильзы имеется распорный элемент, который при забивании анкера в предварительно подготовленное отверстие разжимает лепестки, что и способствует надежной фиксации крепежного изделия в отверстии. Верхняя часть такого крепежа – это шпилька, на резьбовой части которой размещены шайба и регулировочная гайка.
На рисунке представлена простейшая конструкция распорного анкера, имеющего сплошную втулку по всей длине
Монтаж распорного анкера не представляет особых проблем, не требует использования сложного оборудования и наличия специальных навыков у исполнителя. Заключается этот процесс в том, что такой болт аккуратно забивается в предварительно подготовленное отверстие до упора, а после надежной фиксации на его резьбовую часть навешиваются предметы, которые необходимо зафиксировать.
Наиболее эффективно использовать такие различных предметов на конструкциях из плотных материалов, обладающих хорошей адгезией (бетон, кирпич, натуральный камень и др.). В том случае, если в конструкциях из бетона и любых других материалов, в которые будет монтироваться такой болт, имеются внутренние трещины, нагрузка, которую сможет выдержать крепежный элемент, значительно снизится.
Конструкция анкера для ответственных креплений более сложна, зато позволяет использовать крепеж даже при вибро-нагрузках
Сегодня распорные болты анкерного типа, параметры которых должны соответствовать требованиям ГОСТа 26778-90, успешно используются для выполнения монтажа таких предметов и изделий, как:
- тяжелые и габаритные оконные и дверные рамы;
- элементы лестничных конструкций;
- элементы подвесных потолков различного типа;
- светильники и люстры;
- леса для выполнения строительных и отделочных работ;
- ворота и калитки;
- элементы различных коммуникаций (воздуховоды, кабельные трассы, водопроводы и др.);
- балюстрады и консоли;
- различные изделия, изготовленные из стали и отличающиеся значительным весом.
Крепление лаг на распорный анкер
Наиболее значимыми характеристиками распорных анкеров, за что их и ценят специалисты, являются:
- исключительно высокая прочность и надежность;
- устойчивость к механическим повреждениям, воздействию негативных факторов внешней среды;
- удобство использования;
- быстрота создания крепежа.